| Сегодня 19 декабря, пятница |
|
|
|
Какой рейтинг вас больше интересует?
|
Главная / Каталог блогов / Cтраница блогера 3D Печать, 3D Принтеры и другие приключения в стране RepRap план / Запись в блоге
Руководство Slic3r - Режим Эксперта2013-10-01 18:00:00 (читать в оригинале)СкоростьПосле того как 3D принтер начал печатать с хорошим качеством хочется увеличить скорость. Делая это мы получаем несколько преимуществ, наиболее очевидным из которых, является то что результат мы получаем быстрее, но также быструю печать можно использовать при меньшей толщине слоя, что улучшает восприятие качества 3D печати. Дополнительным преимуществом является быстрое перемещение когда нет печати, т.е. между объектами, что может уменьшить эффект просачивания (oozing).  Настройки скорости в режиме эксперта Там где указано можно задавать значения в процентах. Это зависит от предыдущего значения, например 50% сплошной заливки (solid infill) будет половина значения определенного в заполнении (infill). Несколько общих рекомендаций для каждого значения:
Acceleration controll это расширенная настройка которая позволяет настраивать ускорения для периметров, заливки, мостов, а также настройки по умолчанию. Решение какие значения задавать зависит от возможностей 3D принтера. Любые значения заданные в прошивке, будут хорошим началом. Примите во внимание любые ограничения накладываемые прошивкой, где многие значения скоростей максимально безопасны для каждой оси. Шаблоны Заполнения и ПлотностьПри выборе шаблона заполнения нужно принимать во внимание: жесткость объекта, время и материал, личные предпочтения. Логично предположить что более сложный шаблон будет требовать больше движений, и соответственно займет больше времени и материала.  Настройки шаблона заполнения Slic3r предлагает несколько шаблонов заполнения, четыре обычных, и три более экзотических. Цифры в скобках под каждым рисунком являются грубой оценкой используемого материала и затраченного времени для кубика со сторонами 20мм, взятые с http://gcode.ws. Примите во внимание что это лишь ориентировочные значения, и что на время и количество материала может повлиять сложность модели и другие факторы.  Шаблон заполнения: : Line (344.51mm / 5m:20s)  Шаблон заполнения: Rectilinear (350.57mm / 5m:23s)  Шаблон заполнения: Concentric (351.80mm / 5m:30s)  Шаблон заполнения: Honeycomb (362.73mm / 5m:39s)  Шаблон заполнения: Hilbert Curve (332.82mm / 5m:28s)  Шаблон заполнения: Archimedean Chords (333.66mm / 5m:27s)  Шаблон заполнения: Octagram Spiral (318.63mm / 5m:15s) Некоторые типы моделей более подходят для определенного шаблона, например органические механические типы. Рисунок показывает как заполнение сотами более подходит этой механической детали, потому что каждая сота связана с такой же ниже лежащей сотой в каждом слое, формируя жесткую вертикальную структуру.  Сравнение шаблона заполнения сложной детали. Слева направо: honeycomb, line Большинство моделей требуют низкую плотность заполнения, использование более чем скажем, 50% произведет более плотную модель в которой используется больше материала чем требуется. По этим причинам общий диапазон плотности для шаблонов между 10% и 30%, однако требования к модели будут определять какая плотность лучше. Рисунок показывает как меняются шаблоны с увеличением плотности.  Шаблоны заполнения с разной плотностью. Слева на право: 20%,40%,60%,80%. Сверху вниз: Honeycomb, Concentric, Line, Rectilinear, Hilbert Curve, Archimedean Chords, Octagram Spiral Оптимизация ЗаполненияSlic3r содержит несколько расширенных настроек заполнения, которые могут помочь получить лучший результат.  Расширенные настройки заполнения
Борьба с Просачиванием (ooze)К сожалению выдавливаемый материал имеет очень высокую растекаемость, он будет просачиваться из сопла между экструзиями. В Slic3r есть несколько параметров которые могут помочь исправить это. Настройки ретракта, находящиеся на вкладке Printer, говорят 3D принтеру втянуть нить обратно между движениями экструзии. Это снижает давление в сопле, что уменьшает сочение. После перемещения реткракт реверсируется для приготовления экструдера к следующей экструзии.  Настройки ретракта
Смотрите также: Последовательность печати для других методик которые позволяют минимизировать формирование нитей между объектами. Юбка (Skirt)Настройка Skirt добавляет дополнительную экструзию вокруг детали на небольшом расстояние от периметра. Это дает уверенность что материал вытекает гладко из экструдера до того как начнется собственно печать модели.  Настройки юбки
ОбдувТемпература играет ключевую роль в качестве печати. Слишком горячо и материал деформируется, слишком холодно и слипание слоев может быть проблемным. Применение охлаждения позволяет свежеуложенному материалу достаточно затвердеть, чтобы обеспечить хорошую базу для следующего слоя, помогая при нависающих объектах, мелких деталях и мостах. Существует две основные техники для обдува: добавление вентилятора и снижение скорости печати. Slic3r может выбрать обе техники, сначала использовать вентилятор, и потом замедлить 3D печать если время печати слоя слишком быстрое. 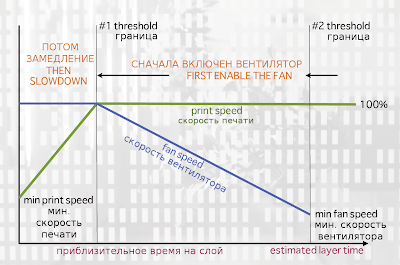 Методика обдува Рисунок показывает методику адаптированную от Slic3r. Читать справа налево, когда граница минимальной скорости вентилятора (#2) достигнута, вентилятор включается. Увеличение интенсивности по мере уменьшения времени на слой. Скорость 3D печати остается постоянной пока приблизительное время печати упадет ниже определенного порога (#1), это когда скорость печати уменьшается пока не достигнет минимального значения. Вентиляторы Большинство плат электроники и прошивок позволяют использовать дополнительный вентилятор через отдельный коннектор. Из Slic3r это может быть встроено в G-code, включить или выключить в зависимости от модели, и вращать с разной скоростью. Нужно позаботиться о расположении вентилятора так чтобы он не охлаждал нагреваемый стол больше чем нужно. Он также не должен охлаждать нагревательный блок хот-энда, так чтобы не заставлять его делать лишнюю работу и растрачивать в пустую энергию. Движение воздуха должно быть направлено на сопло, обтекая только что выдавленный материал. Воздуховод должен помочь направлять поток правильно, и существует несколько дизайнов доступных онлайн, для широкого числа принтеров. Замедление Slic3r может указать принтеру замедлиться если приблизительное время на слой превышает определенный порог. Необходимо соблюдать осторожность поскольку ожидаемый эффект может быть снижен, если сопло не достаточно далеко перемещается от только что выдавленного пластика, проблемой могут стать мелкие детализированные слои. По этим причинам рекомендуется использовать вентилятор где возможно. Настройки Упрощенный режим позволяет выбрать оптимальные настройки и для вентилятора и для скорости. Режим эксперта дает более детальные настройки.  Расширенные настройки обдува.
ПоддержкиВ основном, большинство 3D моделей будут печататься без нависающих частей до определенного угла. Угол определяется несколькими факторами, в первую очередь высотой слоя и шириной экструзии, и приблизительно равен 45°. Для моделей с большим нависанием под ними должна быть напечатана поддерживающая структура. Это влечет за собой использование большего количества материала, увеличение времени 3D печати, и послепечатную очистку.  Настройки поддерживающих структур Самое первое что нужно сделать, это активировать функцию поддерживающих структур выбрав флажок Generate support material. Задав нулевое значение в параметре Overhang threshold вы говорите Slic3r чтобы он определил места для поддержек автоматически, в противном случае будет использован заданный угол. Генерирование поддержек представляет собой сложную тему, и есть несколько аспектов которые определяют оптимальную поддержку, настоятельно рекомендуется задать порог в нулевое значение и позволить Slic3r определить необходимые поддержки. Для демонстрации шаблонов заполнения модель minimug была повернута на 45° вдоль оси X, как показано на рисунке.  Модель minimug, повернутая на 45°. Как и в случае заполнения, существует несколько шаблонов для поддерживающих структур.  Шаблон заполнения поддержки: Rectilinear  Шаблон заполнения поддержки: Rectilinear Grid  Шаблона заполнения поддержки: Honeycomb Patern Spacing определяет расстояние между линиями поддержки, сродни плотности заполнения и может быть заданно только в миллиметрах. При изменении этого параметра следует принимать во внимание ширину экструзии поддержек и количество материала которое прилипнет к объекту. Следует внимательно отнестись к выбору шаблона поддержки который подходит модели, чтобы поддерживающий материал примыкал перпендикулярно к стенке объекта, а не параллельно, чтобы было легко ее удалять. Если поддерживающая структура располагается вдоль стенки, то параметр Pattern angle позволит повернуть линии поддержки.  Пример шаблона повернутого на 45°. Несколько Экструдеров3D принтер более чем с одним экструдером может быть использован несколькими способами: Дополнительный экструдер может печатать другим цветом или материалом; или он может быть назначен для 3D печати отдельных элементов, таких как заливка, поддержки или периметры. Печать несколькими материалами требует подходяще спроектированную 3D модель, обычно сохраненную в AMF формате, так как этот формат позволяет использовать несколько материалов (см. Форматы Моделей). Подробности как создать такой файл даны ниже. Настройка ЭкструдеровВо вкладке Printer Settings есть параметр Extruders, под Capabilities, который позволяет задать число экструдеров. При увеличении этого значения автоматически добавляются объявления других экструдеров на левой панели.   Параметры экструдеров - Вкладка Printer Settings (Extruder). Потому что второй экструдер будет в состоянии покоя, пока первый работает, и наоборот, очень важно чтоб материал был достаточно втянут (ретракт) для остановки просачивания. Как обычно с настройками ретракта (смотреть выше) параметр Length вычисляется в зависимости от нити входящей в экструдер.
|
Категория «Ню»
Взлеты Топ 5
Падения Топ 5
Популярные за сутки
|





Загрузка...
BlogRider.ru не имеет отношения к публикуемым в записях блогов материалам. Все записи
взяты из открытых общедоступных источников и являются собственностью их авторов.
взяты из открытых общедоступных источников и являются собственностью их авторов.