| Сегодня 29 марта, воскресенье |
|
|
|
Какой рейтинг вас больше интересует?
|
Главная /
Каталог блоговCтраница блогера 3D-принтеры сегодня!/Записи в блоге |
RUSSIANDLP. Год эксплуатации.
2017-06-11 12:58:23 (читать в оригинале)Здравствуйте дорогие форумчане. После недавней поездки в Питер
Кстати вот фотография из ТЕХНОПАРКА, в котором восседают работники 3DSLA по сборке SLM станции (я бы сказал так, потому что там громадная махина, похожая на адские изобретения злодеев из фентезийных фильмов, только в приятной мерцающей оболочке).
Очень тепло встретили! Показали все что можно! Объяснили процессы, проходящие в этом технопарке. Было очень здорово, спасибо всем!

Чтобы понять все тонкости работы на Designer PRO 250, мне нужен был примерно год каждодневной работы! (не лучший результат
Но если уж ПРошка работает круглые сутки, то RDLP, к сожалению, в нашем городе не так востребован и запускается он примерно 2 раза в месяц в среднем. Потому за год эксплуатации... можете сами понять насколько меньше опыта получено. НО! все же получено и я хочу им поделиться)) и показать результаты работы данного дружжжжжочка.
====quote====
Отмывка!
=============
В последнее время начали использовать другой метод отмывки и результат стал куда лучше. Нет в наличии виброванночки, потому процесс шел по методу : опрыскиваем спирт+вода и затем под лампу УФ. Без виброванночки, скорее всего, это сочетание не работало как надо и большая часть мелких деталей оставалось в полимерной пленке и теряла вид.
Теперь мы используем другой метод:
1.) промываем деталь, не снятую со стола под теплой водой, можно под сильную струю, но не желательно.
2.) после обильной промывки добавляем в тару воду + ацетон. соотношение примерно 2/3, ацетона должно быть больше, плюс со временем следить чтобы запах ацетона был, ибо он выветривается и остается водичка и надо доливать ацетон.
3.) Затем можно сделать 2 вещи, это уже от самой модели определяете сами. Либо вы просто надфилем поддеваете модель и опускаете ее, либо сначала, намочив пальцы в этой же жидкости проводите по поверхности модели обильно, а затем уже отдираете и опускаете в жидкость. Оба результат хороши, без контакта конечно было бы лучше, но не всегда смывается как надо без виброванночки, потому руками можно аккуратно помочь, особенно если модель имеет большую площадь гладкую.
Первый раз эту методику использовали при распечатке фигурки девушки с автомобиля Rolls-Royce. Внизу постараемся выкладывать фото в порядке их изготовления.
====quote====
Пленки, полимер и качества печати.
=============
Проверяйте пленку перед каждым стартом печати, аккуратно прощупывая дно ванночки пальцем. Любые шероховатости, пупырки и царапины влияют на качество печати. Полимер не должен застаиваться. Это наша большая проблема при печати 2 раза в месяц... Если полимер просто находится в ванночки больше 2 недель, при печати бывает либо паразитическая засветка либо просто разбухшие детали. Частичное решение проблемы, перед каждой печатью повозюкать (разболтать) полимер пальцем и долить немного свежего, предварительно взболтав. Если же печать у Вас идет часто, таких проблем не будет вовсе.
Старайтесь не работать молотком рядом с принтером
Доливать полимер во время печати возможно так же в момент паузы, но добиться гладкой поверхности в таком случае крайне сложно, в месте долива будет заметная ступенька в большинстве случаев
А так же ВАЖНО делать CLEAN перед каждой печатью. Это увеличивает расход полимера, но сколько не печаталось..... даже глазом не видишь и пальцем не прощупаешь а потом на модели кракозябра. Делайте клин и станет намного легче.
====quote====
Фоточки
=============
Наши немногочисленные работы и гордость в ювелирной 3д-печати. Приятного просмотра:












































Как видим, качество печати после новой отмывки увеличилось. До сих пор используем данный метод отмывки, лучше пока не пришел в голову. Осталось добавить, что у всех полимеров свои методы отмывки, скорее всего. Данный метод относиться ТОЛЬКО к красному полимеру Ой, всё!
Остается пожелать удачи всем пользователям данной технологии. Не все так просто как кажется, но результат того стоит! Всем спасибо, надеемся наш обзорчик поможет в понимании данной технологии и немного поможет для скорейшего старта стабильных заказов! Всегда Ваши VERTEX 3D.
Подробнее...
Холдер телефона на сяокат
2017-06-11 12:57:01 (читать в оригинале)BF Watson натуральный




Подробнее...
Сериал "ОЧумелые и все остальные" 3Dчатаем CNC (ЧПУ) и потихоньку собираем Cyclone-PCB-Factory
2017-06-11 12:54:06 (читать в оригинале)новый сериал посвященный самостанкостроителям, вот начал .. кто не спрятался - я не виноват.
Приступим.
приобретя и собрав свой 3D принтер (станок с ЧПУ нумер раз) /topic/182738-3d-pri...-не-как-у-всех/ я стомильёнов раз задумывался о том - куда его применить, творил, выдумывал, брал заказы, словом всё как всегда - купил, а потом подумал - ЗАЧЕМ? кстати - последнее утверждение ко мне относится мало, таки я уже знал на что иду и с помощью наших китайских братьев мало-мало поднять промышленный потенциал родного государства (эт в котором сам родился и пригодился). Цепочка стандартная: 3д принтер, фрезер-чпу, лазерный резак.... зубы на полку
значитца назрел у нас тут пункт нумер два - чпу фрезер. Перебрал кучу вариантов и очень фанерный и не очень - остановился всё же на
Cyclone-PCB-Factory

симпатишный дизайн и что важно - есть куда модернизировать
да хоть портального типа его строй
https://www.thingiverse.com/thing:238329
загорелось так сказать..
пока настраивал свой принтер, тестил различные пластики (http://3dtoday.ru/blogs/bigdad/the-contest-nylon-or-carbon-2-brains-im-afraid-delta-does/) - напечаталось некоторое количество деталей и вот сегодня, в этот снежный летний день я решил как нить скидать всё в кучу.
а куча так себе - не маленькая.

тут и шаговые двигатели
http://3dtoday.ru/blogs/bigdad/oh-la-have-prisavlje-namoi-/ и пара плат с ардуинками для управления этими самыми ШД

и всяких винтаков-шпунтиков что остались от каких-то приборов, аппаратов и пр.. некоторые даже пригодились на напечатанные шестерни

а что-то ещё печаталось

пара валов на 8мм осталась от почившего в Бозе стусла. куда остальные 2 дел - не помню. а нада.
основой всему послужила моя школьная работа по росписи разделочной доски

которая служила дверцей шкафа и полигоном для испытания кучи всяких лаков, сухая, выдержаная, ПРЯМАЯ. за 35 лет ничё ей не сделалось
распечатал лист с расположением деталей

и пришурупил энти детали по месту

потом выяснилось что на 3 у меня ток одна гайка

вышел из положения вплавив резьбовые втулки ( технология тут http://www.taker.im/phpBB2/topic/182738-3d-printer-delta-образный-просто-чтоб-не-как-у-всех/page__view__findpost__p__3098899 )там где это необходимо

и использовав их же вместо гаек без вплавления

И давай всё вкручивать куда нужно и как попадя.

а ось ыкс решил собирать первой - так чтоб хоть как то защитить конструкцию от резкого сбрасывания на пол главным распорядителем работ

думаю ему на нем и работать... судя по тому как долго папа запрягает
На данный момент кончились винты 3х20, 3х12, 3х10, 3х8, гайки М3, гайки, шайбы М8, валы 8мм, теперь или в гараж идти или гайки печатать, благо нейлон есть в пробниках..
пока не подключена электроника - распечатал вот такие прикольные штурвальчики

чтобы вращать оси станка вручную
такой стимпанковский вид приобретает аппарат, что впору задуматься.. может и трубу ему с паром приспособлю

нашел пару мебельных аксессуаров с валами подходящей длины и диаметра (7,96мм).

поставил на место. держатель слева пришлось чуть выдвинуть, таки не хватало места для защиты шестеренок. при разметке стола выяснил, что ПДФ файл с которого я печатал - дает уменьшение рисунка на 5-7 мм по этой стороне почему-то. наверное настройка печати у меня как то хромает. где ее подкрутить - мелкомягкие не подсказали. встроенные средства виндовса @#$ ... три раза....
на сегодняшний день станок выглядит так

в мастерской столик и новая основа из ОСП готовы, заберу - перекручу, а то эти финты из винды с 95% при печати мне не равятся. поставил фоксит-ридер и распечатал по человечески, и выпилил соответственно.
как грится: -Продолжение следует!
подписывайтесь на сериал, закидывайте автора помидорами и вредными советами,.. спрашивайте - за спрос денег не беру
Подробнее...
Ramps 1,4 + TB 6560
2017-06-10 22:13:37 (читать в оригинале)Замучился с "великолепными" TMC2100 решил поменять их на что-то с запасом по мощнее.
порылся в закромах нашёл пару TB6560
Вот ссылка на описание драйвера на русском
http://mypractic.ru/drajver-shagovogo-dvigatelya-tb6560-v2-opisanie-xarakteristiki-rekomendacii-po-ekspluatacii.html#3
теперь о самом подключении
По разному называются управляющие выводы RAMS и драйвера хотя функции одинаковые см. рисунок

на Ramps в разъёме в который вставляются драйвера есть ответные контакты.

после дня экспериментов и матюгов
выяснил, что работает только схема общим минусом
Те схемы что валяются по всей сети почему то с общим + они не работают ни как.

Вот видео с результатом экспериментов
https://www.youtube.com/watch?v=-cUKnKHIZko
https://www.youtube.com/watch?v=A3bXSV236uU
Подробнее...
ЧПУ фрезер Cyclone PCB Factory. Электроника, настройка прошивки GRBL 1.1f и немного про софт.
2017-06-10 22:05:44 (читать в оригинале)В прошлой записи про ЧПУ фрезер Cyclone PCB Factory рассказал про постройку станка.
Немного помучившись со всякими мелочами, я его собрал.
На очереди была прошивка платы arduino, настройка прошивки, подключение электроники, концевых выключателей и шаговых двигателей.
Начну с прошивки.
В оригинальном проекте была использована какая-то специфичная плата, соответственно и ссылка на прошивку была под эту плату. Я же под имеющуюся у меня arduino uno на atmega 328p купил CNC Shield v3.0. Это пожалуй самое бюджетное решение. Картинка бутерброда из интернета.

Фото моей платы:

Скачал последнюю прошивку GRBL 1.1f
Сначала хотел попробовать по рекомендациям добавить что-то там в среду Arduino (или расширение, или плагин, не суть) и прошить плату, но что-то пошло не так. Не получилось. Немного помучившись вычитал про замечательную программу XLoader.
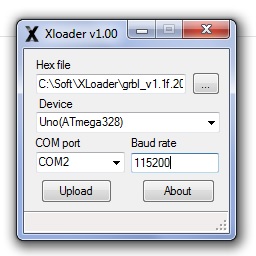
С ее помощью, выбрав ком порт и тип платы, пролил GRBL в Arduino буквально в несколько кликов мышкой.
Плата CNC Shield v3.0 разрабатывалась под версию прошивки 0.9, в более поздних версиях прошивки автор сделал одно изменение - поменял порты местами, для того чтоб иметь возможность регулировать скорость шпинделя через pwm. При этом концевик по Z переехал на Spn En.
Для того чтоб было более наглядно, вот картинка с правильным расколожением подключения концевиков.

В остальном все совпадает.
После установки драйверов шагового двигателя, а у меня это a4988 высвободившиеся после замены их на принтере на 8825, надо отрегулировать ток на драйверах. Сложности это не представляет, статей тьма.
Подключить шаговые двигатели на разъемы X Y Z сложности так же не представляет. Если двигатель крутится не в ту сторону, надо всего лишь перевернуть разъем.
Итак, концевики и шаговые двигатели подключены, приступим к настройке прошивки.
С помощью putty, можно с помощью встроенного терминала в ардуино, настроив COM порт и нужную скорость подключиться к мозгам чпу станка.


После этого надо ввести команду $$ и нажать enter

С этого момента ленивые могут дальше не читать и просто перенести настройки к себе на станок.
Напомню конфигурацию своего станка: шаговые двигатели 17hs4401S - шаг 1,8 градуса, 200 шагов на оборот.
Ходовые винты - шпилька М8 из строительного магазина. Концевик по оси Z сверху. Драйвера a4988 с делением шага 16.
Итак.
$$ - выводит все параметры сохраненные в eeprom
$100=2560 - количество шагов на мм по оси X
$101=2560 - количество шагов на мм по оси Y
$102=4800 - количество шагов на мм по оси Z
Как расчитал? Легко.
Оси X и Y
200 шагов на оборот, перемножил на 16 - микрошаг. Разделил на шаг резьбы 1,25 - это стандартный шаг резьбы.
200*16/1,25=2560 шагов на мм.
Ось Z
Тут у нас 2 шестерни с разным количеством зубов: 8 на ШД и 15 на ходовом винте.
15/8=1.875
1,875 оборота должен сделать шаговый двигатель, чтоб ходовой винт повернулся на 1 оборот.
2560*1.875=4800 шагов на мм.
Заносим конфигурацию в прошивку.
$100=2560
$101=2560
$102=4800
Заносим программные пределы для перемещений:
$130=200.000 ось X
$131=100.000 ось Y
$132=45.000 ось Z
пределы определил двигая оси по сантиметру от начала до конца и смотрел на сколько в итоге можно продвинуть ось.
Максимальные ускорения мм/сек^2
$120=10.000 ось X
$121=10.000 ось Y
$122=10.000 ось Z
Максимальные скорости перемещения, мм/мин
$110=200.000
$111=200.000
$112=200.000
Со максимальными скоростями и ускорением можно поиграться. Я пока оставил так.
$3=0 (бинарное число для инвертирования движения по осям:00000ZYX, где для инверсии например оси Z надо вбить двоичное число 00000100, только сначала перевести его в десятичный вид) По-моему проще перевернуть разъем на шаговом двигателе, но вот так можно и программно. Вооружаемся виндовым калькулятором в режиме программист, вводим в бинарном режиме и переводим число в десятичный вид.
Концевики или головная боль.
На настройку концевиков у меня ушло пара или тройка вечеров. Не смог быстро найти доступным языком написанную инструкцию. И не сразу понял логику работы.
Для начала надо включить концевики. Делается это командами
$21=1 (включить аппаратные концевики)
$22=1 (включить программные концевики)
Концевики я включил и начал двигать осями. При касании концевика станок ругался и халтился, помогали только аппаратные и программные ресеты. Так со всеми 3мя осями.
На сразу до меня дошло что концевики работают только для режима парковки! Команда $H
Во всех других случаях срабатывание концевика аварийная ситуация !
Далее.
$24=25.000 скорость точной подачи для парковки, мм/мин
$25=250.000 скорость ускоренной подачи для парковки, мм/мин
$27=3.000 расстояние в мм на которое надо отойти оси, чтоб разомкнулся концевик
И еще один важный параметр
$23=3 направление парковки осей. Вводим команду парковки $H и смотрим куда движутся оси. В моем случае ось Z вместо того чтоб ехать вверх, поехала вниз. По аналогии с описанием $3 двоичное число 00000100 при переводе в десятичный вид становится числом 3.
Вот так я настроил свой станочек.
Остальное можно не трогать.
Картинка с настройками была выше, но я ее еще раз повторю
Вдогонку, как очистить конфигурацию eeprom grbl.
$RST=* сбросит абсолютно все настройки в настройки по умолчанию
$ RST=$ сбросит все настройки в настройки $$ по умолчанию, в случае если где-то сильно напортачили
Что касается программ по управлению ЧПУ станком с могзами на Arduino и прошивкой GRBL:
Candle
GrblController
UniversalGcodeSender
Тыкаем в нужную, качаем, устанавливаем.
Лично мне понравился GrblController

хотя рабочие все 3. Все 3 я ставил, все 3 работали.
Станок у нас собран, настроен, программа для управления станком установлена. Но что дальше ???
О самом главном, как и чем сформировать g-code для станка, пожалуй постараюсь коротко рассказать в следующей записи. По крайней мере постараюсь показать один из вариантов.
Чуть не забыл еще об одной электрической тонкости.
Даже с учетом того что шпиндель у меня питался от отдельного источника питания, если я пытался запустить какую-нибудь команду на станок ПРИ ВКЛЮЧЕННОМ ШПИНДЕЛЕ, станок начинал двигать осью а потом намертво вис. При этом С ОТКЛЮЧЕННЫМ ШПИНДЕЛЕМ проблем не возникало.
Избавиться от помех удалось соединив минус источника питания шпинделя с корпусом шпинделя. Экранировал
Обратите внимание на желтый провод на картинке


Удачи в постройке станков
Подробнее...
Категория «Наблюдения»
Взлеты Топ 5
|
| ||
|
+1482 |
1510 |
Juri13139 |
|
+1449 |
1484 |
Elen_i_rebyata |
|
+1430 |
1508 |
Дрочливый_Драчун |
|
+1419 |
1505 |
Малти_Ошер |
|
+1349 |
1590 |
@дневники: ~ Mikeko ~ - Пусть все думают, что было так! :) |
Падения Топ 5
|
| ||
|
-3 |
1184 |
Сайт визажиста Мокровой Инны блог |
|
-5 |
1434 |
Экспериментальный блог |
|
-7 |
85 |
Народные методы, средства, способы лечения. |
|
-7 |
5 |
afrika-abr |
|
-8 |
41 |
Elephant_Talk |
Популярные за сутки
Загрузка...
BlogRider.ru не имеет отношения к публикуемым в записях блогов материалам. Все записи
взяты из открытых общедоступных источников и являются собственностью их авторов.
взяты из открытых общедоступных источников и являются собственностью их авторов.