Хочу рассказать, что у меня выходит в процессе сборки моего Ultimaker-a)
Изюминка появилась, когда я решил покрасить корпус, а полный баллончик с краской оказался жёлтым. Да и жёлтый филамент у меня долго лежал без дела:
Дальше мне захотелось ещё больше жёлтого и в моём желании меня ограничивал только здравый смысл (не красил валы и двигатели). Под раздачу попали стол, подшипники на Z, шестерни... Напечатал ручку энкодера из того же жёлтого филамента:
12мм-валы решил не обрезать, а закрыть на скорую руку смоделированными-напечатанными заглушками:
Кстати, с 8мм-валами из Китая мне не повезло - оказались ощутимо кривыми. Поэтом дело по сборке стояло, пока не нашёл более ровную альтернативу в Беларуси. Ещё были заморочки с каретками на ремнях - чтобы они стали более-менее ровно по вертикали, несколько раз собирал-разбирал механику и подрезал напечатанные шайбы (спасибо Ивану за совет на эту тему).
Как Иван написал, что лучше заказывать на Z мотор с трапецевидным винтом, так и заказал его, но его гайка оказалась по отверстиям шире тех, что были в стандартном варианте стола. Вот так пока не попробуешь, не почувствуешь, как много может быть нюансов.
По итогу пока вот что получается:
Краска на шестернях немного потрепалась в ходе сборки, но мне всё равно нравится (видимо я помешался на жёлтом):
По покраске думаю ещё добавить 2 чёрные полосы, чтобы быстрее печатал)
На этом всё, спасибо, что дочитали мою не очень серьёзную статью до конца.
P.S. Моя гркппа в вк - https://vk.com/3daxe Подробнее...
В общем это практически очередной репост проблемы, по ряду причин:
1) есть очередное решение, но оно в железе пока мною не реализовано, далее я распишу почему не реализовано;
2) на подходе другие дела + ещё те, в рамках которых были проведены работы на предмет темы;
3) превью темы, больше тэгов, меньше текста.
О проблемах при печати некоторыми материалами без достаточного охлаждения:
1) сильная деформация - отрывает от стола, некоторые даже от рафта, Особенно это ощутимо, если деталь высокая;
2) мелкие участки печатаемой детали поплывут - особенно это важно при печати сборочных элементов, например резьба.
Единственное что можно сделать - включить обдув, это будет способствовать своевременному снятию внутреннего напряжения с детали, когда верхний слой уже начинает стягивать, но при наложении прохода экструдера - напряжение снимается. Так можно достичь значительных успехов в избежании деформации, но встаёт следующая проблема на примере этой шестерни, до неё была хуже, но результат значительно улучшился с увеличением толщины слоя
Дальние зубья отломались из-за переохлаждения. Тогда была создана тулза, для управления обдувом. С тулзой так-же были отлично отпечатаны резьбы, без охлаждения не получилось-бы, резьбы поплыли-бы.
Сборка получилась отличной, печаталась с тулзою, но и пластик был хорош, но у меня его было мало для экспериментов.
Пока, в качестве практикуемого , на настоящий момент, решения могу предложить пока только тулзу, и в переспективах систему косвенного охлаждения детали.
Ещё раз тот-же видеоурок, но с поправкой, что размеры детали просматриваются на диапазон слоёв, это практичнее, оно так и было, просто я в видеоуроке не то сказал чуть-чуть, текст заранее не готовил, да и фон не выбирал особо, но переделывать не стану.
Загрузка плеера
Не знаю, может уже стоило и в дневник написать, но в общем так вот.
Но обдув тоже влечёт за собой деформацию, вызываемую по другим причинам, но конечно на порядок меньшую, потому что внутренние напряжения обдув всё-таки снимает прилично (проверено).
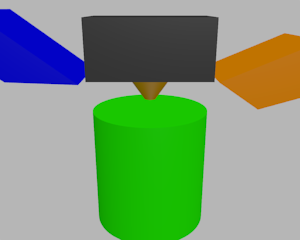
Лучшее решение проблемы - косвенное охлаждение (я уже говорил оппонентам, что ориентированный обдув перспективнее, а круговой - тупик), когда охлаждающий поток не распространяется далее по детали, в том числе и по оси Z, а тут-же подбирается втягивающим патрубком, рендер не самый лучший - синий патрубок обдувает слой, светло-коричневый втягивает поток обратно.
. Около часа я прокрутился возле системы охлаждения детали , конкретно на моём принтере её без серьёзного вмешательства не вставить. Во первых - крепления такового там сделаны из стали, там нарезана резьба, и тупо согнуть подобное из жестянки - не получится, а на существующее сделать накладку - места совсем мало от стола печати, да и тратить время - явно не сейчас, много дел. Точно позднее, и вероятно не на один месяц. Подробнее...
2017-05-12 23:21:47
Этот обзор планировался еще в начале апреля, но я все как-то откладывал и откладывал и вот наконец ...
+ развернуть текстсохранённая копия
Этот обзор планировался еще в начале апреля, но я все как-то откладывал и откладывал и вот наконец то дошли руки протестировать этот блок питания.
Как я писал в прошлый раз, блок питания заказывался по просьбам некоторых читателей, которым интересен обзор мощного БП, в основном для применения с 3D принтерами.
Заказал, осмотрел, протестировал, а теперь пришла очередь рассказать об этом.
2017-05-12 06:47:05
Как, наверное, любого, начинающего 3D печатника заинтересовал вопрос возможностей своего 3D принтера ...
+ развернуть текстсохранённая копия
Как, наверное, любого, начинающего 3D печатника заинтересовал вопрос возможностей своего 3D принтера Anet A6 с технической стороны, в первую очередь, по точности позиционирования по осям.
Увы, но какой либо внятной информации по этому вопросу в сети не нашел.
Решено было попробовать протестировать точность позиционирования по осям самостоятельно.
От чего отталкивался при тестировании:
1. На странице официального сайта модели Anet A6 указаны следующие значения:
Точность позиционирования по оси Z - 0.004 мм
Точность позиционирования по оси X и Y - 0.012 мм
Цифра в 4 тысячные мм сильно смутила, так как, например, в спецификации более дорогого 3D принтера Ultimaker указана точность в 5 тысячных мм по оси Z.
2. На сайте этого ресурса есть статья автора romanyachin Выбор правильной толщины слоя печати на Anet A6, в которой поднимается вопрос, что исходя из конструкции оси Z в принтере Anet A6 и предположения, что принтер не может позиционироваться на микрошагах двигателя, максимально достижимая точность позиционирования по оси Z - 0.04 мм или в 10 раз хуже, чем заявляет производитель. И такой вывод ограничивает выбор возможных вариантов параметра Толщина слоя для печати цифрами, кратными 0.04 мм и делает не оптимальной печать на слое 0.1 мм.
В принципе это же число выдает и Калькулятор оптимальной толщины слоя - он также указывает на 0.04 мм как оптимальную толщину слоя для параметров
* Motor step angle - 1.8 (200 per revolution)
* Leadscrew pitch - 8 mm/revolution
Но однозначного ответа, позиционируется ли Anet A6 только по шагам двигателя или есть возможность позиционироваться по микро шагам для себя так и не нашел.
И главный вопрос, который мотивировал исследовать этот момент - все таки можно ли использовать слои 0.1 мм, 0.15 мм и другие, не кратные шагу двигателя (0.04 мм)?
Для теста коллега нашел еще советский глубиномер ИЧ-10 и спроектировал крепление для него. Датчик ИЧ-10 был 1989 года выпуска, но не используемый до этого - как новый.
Спроектированное крепление под датчик распечатали, намного доработали напильником и закрепили датчик ИЧ-10 на осях принтера. Получился такой стенд:
На этом стенде и выполнили несколько тестов по возможности и точности позиционирования оси Z.
Забегая вперед, сразу озвучу результаты:
Точность позиционирования по оси Z по тестам однозначно выше чем 0.04 мм и однозначно выше чем 0.01 мм (дальнейшая проверка уперлась в точность измерителя ИЧ-10).
Принтер Anet A6 может по Z отлично позиционироваться не только по шагам, но по микрошагам двигателя.
Тесты повторяли несколько раз и получили хорошую повторяемость результатов.
Разницы в точности при перемещении по Z на расстояния кратные шагу принтера и не кратные шагу (но кратные микрошагу) не заметили (в пределах точности прибора ИЧ-10).
Скорее всего стандартная прошивка принтера не дает возможности позиционирования при сдвиге в команде меньше, чем 0.02 мм, но при этом сам принтер позиционируется по Z с точностью как минимум 0.01 мм.
Остановился для себя, на том, что предельная точность позиционирования по Z - 0.0025 мм, исходя из 16 микрошагов, но проверить это, пока, возможности пока нет.
Теперь описание методики как мы тестировали. Промежуточные тесты я опущу, и опишу только два основных:
Проверка возможности и точности позиционирования с шагом в 0.01 мм.
Проверка, есть ли разница, в точности позиционирования при движении кратно полному шагу и не кратно полному шагу.
1. Проверка возможности и точности позиционирования с шагом в 0.01 мм.
Набросали следующий GCode код (я привел его ниже) - логика следующая:
Поднимаемся на некую исходную позицию и выставляем ИЧ-10 в ноль.
Опускаемся на 1 мм и возвращающемся на исходную позицию - проверяем, что по ИЧ-10 принтер вернулся в ту же первоначальную позицию.
Опускаемся опять на 1 мм и поднимаемся на 0.01 мм выше исходной - проверяем по ИЧ-10, куда реально стал принтер.
Повторяем прошлый цикл, но поднимаемся на 0.02 мм выше исходной, потом на 0.03 мм выше и так далее с шагом в 0.01 мм.
Я не стал выкладывать видео - вот скриншоты с результатами теста. Тестер ИЧ-10 четко показывает последовательный сдвиг ровно по 0.01 мм в результате выполнения данного GCode. 0.01 мм - это 1/4 шага двигателя принтера. Отсюда и сделали вывод, что проблемы с позиционированием на микрошагах у принтера нет. Точность при этом тоже не страдает.
Просто двигаться по интервалам в 0.01 мм в GCode не получилось - похоже в прошивке принтера программно отбрасываются все движения, с шагом меньше чем 0.02 мм, но на точности позиционирования это не сказывается.
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G92 Z0;vsc reset z to 0
G1 Z4 F300;vsc move up 4mm
G92 Z0;vsc reset z to 0
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z1.2 F300;vsc move up 2,2mm
G92 Z0;vsc reset z to 0
G1 Y110 F7200
G1 Z1
G4 S15
G1 Z0
G1 Z1.00
G4 S3
G1 Z0
G1 Z1.01
G4 S3
G1 Z0
G1 Z1.02
G4 S3
G1 Z0
G1 Z1.03
G4 S3
G1 Z0
G1 Z1.04
G4 S3
G1 Z0
G1 Z1.05
G4 S3
G1 Z0
G1 Z1.06
G4 S3
G1 Z0
G1 Z1.07
G4 S3
G1 Z0
G1 Z1.08
G4 S3
G1 Z0
G1 Z1.09
G4 S3
G1 Z0
G1 Z1.10
G4 S3
2. Проверка, есть ли разница в точности позиционирования при движении кратно полному шагу и не кратно полному шагу.
Во втором тесте вначале двигались от некой исходной позиции последовательно 5 раз шагами по 0.12 мм, что кратно полному шагу двигателя на оси Z (0.04 мм) - с выходом на позицию в 0.6 мм.
Затем командой возвращались на исходную позицию (проверяя по тестеру, что вернулись четко в 0) и повторяли последовательное движение, но уже шагом 0.1 мм, который не кратен полному шагу двигателя, с выходом в туже позицию в 0.6 мм.
Сравнивалось точность выхода в позицию 0.6 мм одним и другим шагом и точность самого шага.
Результаты на скриншотах:
Принтер одинаково четко выходил в позицию 0.6 мм при движении кратному и шагу и микрошагу принтера.
Разницы в точности движения принтера по оси Z по шагам или микрошагам не заметили
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
G92 Z0;vsc reset z to 0
G1 Z4 F300;vsc move up 4mm
G92 Z0;vsc reset z to 0
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z1.2 F300;vsc move up 2,2mm
G92 Z0;vsc reset z to 0
С одной стороны, данные тесты нельзя назвать доведенными до конца, но они позволили снят основные вопросы.
Если тема будет интересной - распишу, что получилось по другим осям.
Вопрос по точности позиционирования с одной стороны базовый, с другой стороны информация разрознена и начинающему, по своему опыту, сложно разобраться. Подробнее...
Вот и я влился в ряды счастливых обладателей 3D принтеров. Идея собрать самодельный принтер родилась как-то внезапно. Проводя вечера за просмотром роликов на Youtub и рассматривая различные конструкции самоделок, и меня заразила данная идея. Взвесив все за и против было решено собирать. Багаж знаний полученный в кружках юных техников в те далёкие годы не должен был подвести) С конструкцией долго не мог определиться, из чего сделать раму? Вопросов было множество, но постепенно в голове вырисовывалась определённая конструкция, и вот что у меня получилось на данном этапе (видеоролик). Основные части были куплены в поднебесной, остальное делал сам из подручных средств.
Кстати гуру, подскажите к какому типу ближе мой принтер? Я до сих пор не могу определиться, что-же у меня получилось Вот хотел в профиле заполнить поле - печатаю на, а что выбрать ума не приложу
В данном видео я рассказываю о состоянии принтера на данный момент и что было изменено в процессе сборки. На канале есть плейлист посвящён всему процессу сборки.
Строго прошу не судить, собирал без зелёного понятия что к чему, впервые, все мои шпаргалки были на youtub и на формах)
 + развернуть текст сохранённая копия
+ развернуть текст сохранённая копия