| Сегодня 18 января, воскресенье |
|
|
|
Какой рейтинг вас больше интересует?
|
Главная /
Каталог блоговCтраница блогера 3D Печать, 3D Принтеры и другие приключения в стране RepRap план/Записи в блоге |
|
3D Печать, 3D Принтеры и другие приключения в стране RepRap план
Голосов: 0 Адрес блога: http://www.lugrap.com/ Добавлен: 2013-12-10 01:27:14 |
|
10 мифов о домашней 3D Печати
2013-10-12 19:30:00 (читать в оригинале)
Интерес к 3D печати растёт с каждым днём. Становится всё больше людей, которые хотя бы слышали о 3D принтере. Всё больше людей, которые покупают 3D принтер себе домой. Но домашняя 3D печать до сих пор утопает в мифах.
FDM. Поэтому все мифы будут касаться именно этой технологии и актуальны только на момент написания статьи. Будущее рядом, и невозможное сегодня станет возможным завтра.
Итак, 10 мифов о домашней 3D печати, которые я часто слышу
1. Можно напечатать всё что угодно
Это не совсем так. При должной сноровке действительно можно напечатать многое, но есть свои ограничения:
- Печать ограничивается разрешением печати.
Невозможно напечатать мелкие детали, которые меньше, чем размер сопла. Помимо того, возникает проблема, когда предыдущий слой не успевает остыть и сверху на него кладется новый. От этого страдает геометрия объекта. Частично эта проблема решается принудительным охлаждением предыдущего слоя потоком воздуха.
- Размерами и геометрией объекта.
Если модель имеет нависающие элементы, то необходимо печатать поддерживающие конструкции. Поддержки достаточно сложно удалить, если они печатаются тем же материалом, что и основная модель. Это портит и так не идеальную поверхность.Также необходимо чтобы у модели было плоское основание, иначе произойдёт отклеивание от поверхности рабочего стола. Если основание модели неплоское или очень мало в размерах, то модель печатается на специальной подложке – рафт. При удалении рафта также портится поверхность.
- Максимальными габаритами поля печати.
Существует рабочее поле печати. Модель превышающую по габаритам максимальные размеры поля печати за один раз не напечатать. Выход из этой ситуации один – нужно разрезать модель, печатать по кускам и напечатанные куски склеить.
2. Можно печатать механизмы в сборе
Механизмы в сборе, например болт на который накручена гайка, действительно возможно. Но только не для FDM технологии. Совсем не та точность. Гайка и болт сплавятся между собой. Гораздо проще печать тот же болт и гайку по отдельности.
Хотя, есть модели машинки с крутящимися колесами и свистка с шариком внутри, который отламывается отверткой.
Хотя, есть модели машинки с крутящимися колесами и свистка с шариком внутри, который отламывается отверткой.
3. Полноцветная печать
О полноцветной печати дома пока можно забыть. Печать двумя (или более) цветами возможна, но нужно либо несколько печатающих головок, либо менять пруток во время печати, либо красить сам пруток. Есть эксперименты по смешиванию цветов, но они не позволяют получить резкого перехода цвета.

4. Напечатанная деталь непрочная
Конечно, напечатанная модель будет уступать в прочности точно такой же литой модели.
Прочность напечатанной детали зависит от того, куда приложена сила: вдоль слоев или поперек. В целом это напоминает древесину, прочность которой также зависит вдоль или поперек волокон приложена сила.
Кроме того, прочность зависит от процента заливки детали. Напечатанный «кубик» 20х20х10мм со 100% заливкой довольно сложно расколотить молотком. К тому же все слышали про напечатанный пистолет.
Прочность напечатанной детали зависит от того, куда приложена сила: вдоль слоев или поперек. В целом это напоминает древесину, прочность которой также зависит вдоль или поперек волокон приложена сила.
Кроме того, прочность зависит от процента заливки детали. Напечатанный «кубик» 20х20х10мм со 100% заливкой довольно сложно расколотить молотком. К тому же все слышали про напечатанный пистолет.
5. Напечатанным моделям не нужна обработка
Поверхность напечатанной модели совсем не идеальна: заусеницы, ребристость, наплывы. Для сглаживания поверхности применяют механическую (зашкуривание, срезание заусенец) и/или химическую обработку (ванна с растворителем).

6. Безотходная технология
В отличие от фрезера отходов существенно меньше. Ведь объект создается не путем убирания лишнего из цельного куска материала, а путем наращивания.
Все же отходы всё равно будут:
Все же отходы всё равно будут:
- Пластик имеет свойство вытекать из сопла во время простоя
- Процент брака может быть очень высок (особенно в начале пути 3D-печатника)
- Когда заканчивается катушка пластика, остается хвостик, которого не хватит для печати чего-нибудь полезного
- Поддержки, подложки, юбки, которые потом срезаются с напечатанной модели
7. Принтер дешев или наоборот дорог
Конечно, собрать принтер самому гораздо дешевле. Вполне можно уложится в 15-25 тыс. рублей. Но этот вариант подходит тем, у кого есть время. Т.к. часть деталей придется заказывать из-за границы.
Принтеры собираются вручную в частности из-за этого они дороги. Но стоимость падает и будет продолжать падать.
Опять же у всех разные возможности и для кого-то 40тыс руб. не деньги.
Принтеры собираются вручную в частности из-за этого они дороги. Но стоимость падает и будет продолжать падать.
Опять же у всех разные возможности и для кого-то 40тыс руб. не деньги.
8. Всё просто! Подключил и печатай
Это самое большое заблуждение. Какой бы ни был принтер за 150 тыс. рублей или за 20 тысяч всё равно придется «плясать с бубном». Если принтер будет откалиброван, то придется подбирать настройки слайсера. Для хорошей печати нужно поднабраться опыта. У меня на это ушло около полугода, вместе с постоянными доделками своего принтера.
9. На 3D печати можно сделать неплохой бизнес
Хочу огорчить тех, кто гонится за деньгами. Огромной прибыли не будет, т.к. нет большого спроса.
Соревноваться с многотиражной продукцией не имеет смысла. Куда проще и дешевле купить зайдя в магазин, чем это печатать.
Печать подходит для персонализированных объектов (например, кружка с вашим именем), мелкосерийного производства (если весь тираж обойдется дешевле, чем форма для отливки), прототипирования (для чего вначале и применялась 3D печать).
Опять же качество поверхности оставляет желать лучшего. И без постобработки деталь не будет иметь товарный вид.
Соревноваться с многотиражной продукцией не имеет смысла. Куда проще и дешевле купить зайдя в магазин, чем это печатать.
Печать подходит для персонализированных объектов (например, кружка с вашим именем), мелкосерийного производства (если весь тираж обойдется дешевле, чем форма для отливки), прототипирования (для чего вначале и применялась 3D печать).
Опять же качество поверхности оставляет желать лучшего. И без постобработки деталь не будет иметь товарный вид.
10. Еще немного и 3D принтер будет у каждого
Чтобы что-то напечатать, необходима модель. И тут пользователь принтера стоит перед выбором печатать готовые модели или моделировать самому. Среднестатистический пользователь навыками 3D моделирования не обладает. Печатать чужие модели? Надоест, нет нужной модели.
И он бы заказал эту 3D модель где-нибудь, но тогда можно заказать и печать.
В общем зачем покупать швейную машинку и шить себе рубашку, когда ты этого не умеешь и проще/быстрее (иногда и дешевле) заказать в ателье.
Кроме того у 3D печати еще достаточно много проблем, чтобы рядовой пользователь не смог с ними справиться. Но, поживем — увидим…
И он бы заказал эту 3D модель где-нибудь, но тогда можно заказать и печать.
В общем зачем покупать швейную машинку и шить себе рубашку, когда ты этого не умеешь и проще/быстрее (иногда и дешевле) заказать в ателье.
Кроме того у 3D печати еще достаточно много проблем, чтобы рядовой пользователь не смог с ними справиться. Но, поживем — увидим…
Выложено с одобрения автора, оригинал статьи взят отсюда.
Руководство Slic3r - Режим Эксперта
2013-10-01 18:00:00 (читать в оригинале)Скорость
После того как 3D принтер начал печатать с хорошим качеством хочется увеличить скорость. Делая это мы получаем несколько преимуществ, наиболее очевидным из которых, является то что результат мы получаем быстрее, но также быструю печать можно использовать при меньшей толщине слоя, что улучшает восприятие качества 3D печати. Дополнительным преимуществом является быстрое перемещение когда нет печати, т.е. между объектами, что может уменьшить эффект просачивания (oozing).

Настройки скорости в режиме эксперта
Там где указано можно задавать значения в процентах. Это зависит от предыдущего значения, например 50% сплошной заливки (solid infill) будет половина значения определенного в заполнении (infill).
Несколько общих рекомендаций для каждого значения:
- Perimeters - В режиме эксперта этот параметр может быть немного больше параметра External perimeters чтобы быть уверенным в отсутствии дефектов на внешней поверхности.
- Small perimeters - Предназначен для отверстий, площадок и мелких деталей, здесь рекомендуется более медленная скорость.
- External perimeters - Немного медленное значение может обеспечить чистую поверхность.
- Infill - Так быстро как только можете без нарушения целостности структуры. Быстрая экструзия может разрываться или могут появляться узкие (слабые) места.
- Solid infill - Нижняя часть модели, и другие сплошные слои, обычно немного медленнее чем заполнение (infill), но быстрее чем периметры.
- Top solid infill - Дает время для экструзии чтобы чисто покрыть предыдущий верхний слой и приводит к аккуратной верхней поверхности, последние несколько слоев красиво покрывают структуры мостов, подготавливая основу для аккуратной финишной отделки.
- Support material - В основном поддерживающие структуры быстрые и грязные, и такой длины чтоб быть в состоянии поддерживать основу, они могут печататься так быстро как только возможно.
- Bridges - Диапазон расстояний для экструзии мостов зависит от материала и охлаждения. Слишком медленное движение приведет к провисанию, слишком быстрое приведет к обрывам нити. Скорость 3D печати мостов подбирается экспериментально, но в целом мосты печатаются медленнее периметров.
- Gap fill - Заполнение небольших областей (мелким зигзагом) на большой скорости приводит к тряске 3D принтера и может появиться резонанс, что приведет к диаметрально противоположному эффекту. Небольшое значение здесь может оградить от такого эффекта. Задание ноля полностью запрещает заполнение маленьких областей.
- Travel - Так быстро как позволяет ваш 3D принтер для минимизации сочения пластика.
- First layer speed - Как упоминалось в разделе, очень важно чтобы первый слой лег правильно, и чрезвычайно помогает медленный темп. Задание значения 50%, или даже меньше, может жействительно помочь.
Acceleration controll это расширенная настройка которая позволяет настраивать ускорения для периметров, заливки, мостов, а также настройки по умолчанию. Решение какие значения задавать зависит от возможностей 3D принтера. Любые значения заданные в прошивке, будут хорошим началом.
Примите во внимание любые ограничения накладываемые прошивкой, где многие значения скоростей максимально безопасны для каждой оси.
При выборе шаблона заполнения нужно принимать во внимание: жесткость объекта, время и материал, личные предпочтения. Логично предположить что более сложный шаблон будет требовать больше движений, и соответственно займет больше времени и материала.

Slic3r предлагает несколько шаблонов заполнения, четыре обычных, и три более экзотических. Цифры в скобках под каждым рисунком являются грубой оценкой используемого материала и затраченного времени для кубика со сторонами 20мм, взятые с http://gcode.ws. Примите во внимание что это лишь ориентировочные значения, и что на время и количество материала может повлиять сложность модели и другие факторы.


Шаблоны Заполнения и Плотность
При выборе шаблона заполнения нужно принимать во внимание: жесткость объекта, время и материал, личные предпочтения. Логично предположить что более сложный шаблон будет требовать больше движений, и соответственно займет больше времени и материала.
Настройки шаблона заполнения
Slic3r предлагает несколько шаблонов заполнения, четыре обычных, и три более экзотических. Цифры в скобках под каждым рисунком являются грубой оценкой используемого материала и затраченного времени для кубика со сторонами 20мм, взятые с http://gcode.ws. Примите во внимание что это лишь ориентировочные значения, и что на время и количество материала может повлиять сложность модели и другие факторы.
Шаблон заполнения: : Line (344.51mm / 5m:20s)
Шаблон заполнения: Rectilinear (350.57mm / 5m:23s)

Шаблон заполнения: Concentric (351.80mm / 5m:30s)

Шаблон заполнения: Honeycomb (362.73mm / 5m:39s)

Шаблон заполнения: Hilbert Curve (332.82mm / 5m:28s)

Шаблон заполнения: Archimedean Chords (333.66mm / 5m:27s)

Шаблон заполнения: Octagram Spiral (318.63mm / 5m:15s)
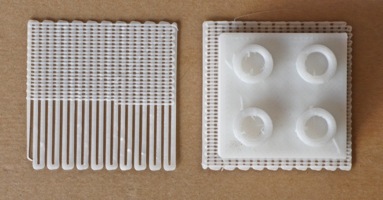
Некоторые типы моделей более подходят для определенного шаблона, например органические механические типы. Рисунок показывает как заполнение сотами более подходит этой механической детали, потому что каждая сота связана с такой же ниже лежащей сотой в каждом слое, формируя жесткую вертикальную структуру.

Сравнение шаблона заполнения сложной детали.
Слева направо: honeycomb, line
Большинство моделей требуют низкую плотность заполнения, использование более чем скажем, 50% произведет более плотную модель в которой используется больше материала чем требуется. По этим причинам общий диапазон плотности для шаблонов между 10% и 30%, однако требования к модели будут определять какая плотность лучше. Рисунок показывает как меняются шаблоны с увеличением плотности.

Шаблоны заполнения с разной плотностью.
Слева на право: 20%,40%,60%,80%.
Сверху вниз: Honeycomb, Concentric, Line, Rectilinear, Hilbert Curve, Archimedean Chords, Octagram Spiral
Оптимизация Заполнения
Slic3r содержит несколько расширенных настроек заполнения, которые могут помочь получить лучший результат.

Расширенные настройки заполнения
- Infill every n layers - Произведет редкие вертикальные заполнения пропуская заданное число слоев. Это может быть использовано для ускорения времени 3D печати где пропущенные заполнения допустимы.
- Only infill where needed - Slic3r проанализирует модель и выберет где заполнение необходимо для того чтобы поддержать внутренние потолки и свесы. Полезно для уменьшения времени и материалов.
- Solid infill every n layers - Принудительная сплошное заполнение каждое заданное число слоев. Ноль запрещает эту опцию.
- Fill angle - По умолчанию угол шаблона заполнения модели 45° чтобы обеспечить лучшее прилипание к стенкам структур. Заполняющие нити пластика, которые работают рядом с периметром подвержены деламенации под нагрузкой. Некоторые модели могут выиграть от изменения угла заполнения, для обеспечения оптимального направления экструзии.
- Solid infill threshold area - Маленькие площади в модели обычно лучше всего заполнять полностью для достижения структурной целостности. Однако это занимает больше времени и материала, и в результате могут быть необязательные сплошные заполнения. Настраивайте этот параметр в зависимости от ваших нужд.
- Only retract when crossing perimeters - Ретракт, для избежания просачивания, необязателен если экструдер остается в пределах модели. Заботится о нем стоит если печатаемый материал чрезмерно просачивается, не использование ретракта может привести к достаточной потере материала, чтобы повлиять на качество последующей экструзии. Однако, большинство современных 3D принтеров и материалов редко подвержены таким экстремальным проблемам с просачиванием.
- Infill before perimeters - Изменяет порядок печати слоя. Обычно периметр укладывается сначала, потом заполнение, и это как правило предпочтительней, так как периметр служит стеной содержащей заполнение.
Борьба с Просачиванием (ooze)
К сожалению выдавливаемый материал имеет очень высокую растекаемость, он будет просачиваться из сопла между экструзиями. В Slic3r есть несколько параметров которые могут помочь исправить это.
Настройки ретракта, находящиеся на вкладке Printer, говорят 3D принтеру втянуть нить обратно между движениями экструзии. Это снижает давление в сопле, что уменьшает сочение. После перемещения реткракт реверсируется для приготовления экструдера к следующей экструзии.

Настройки ретракта
- Lenght - Количество миллиметров ретракта. Заметьте что измерение берется из нити на входе в экструдер. Рекомендуемое значение от 1 до 2мм. Bowden экструдер возможно потребует поднять до 4 или 5мм из-за гистерезиса вводимого трубкой.
- Lift Z - Поднимает весь экструдер по оси Z на несколько миллиметров во время каждого перемещения. Это может быть полезно чтобы быть уверенным что сопло не зацепит уже проложенную нить, однако это обычно не требуется и снижает скорость 3D печати. Значения в 0.1мм обычно достаточно.
- Speed - Скорость на которой двигатель экструдера будет втягивать нить. Значение должно быть задано таким быстрым, какое может выдержать экструдер без пропуска шагов, и лучше поэкспериментировать с этим значением чтобы найти самую быструю и возможную скорость ретракта.
- Extra lenght on restart - Добавляет дополнительную компенсирующую длину нити после ретракта. Этот параметр редко используется, однако если на напечатанной детали видно что не достаточно материала после ретракта, тогда будет полезно добавить небольшое количество дополнительного материала.
- Minimum travel after retraction - Запуск ретракта после очень коротких перемещений обычно ненужно, так как просачивания обычно незначительны и это замедляет печать. Задайте число миллиметров минимального расстояния которое сопло должно пройти до применения ретракта. Если принтер хорошо справляется с просачиванием, это значение может быть увеличено до 5 или 6мм.
- Retract on layer change - Перемещение по оси Z также необходимо учитывать при борьбе с просачиванием, в противном случае могут появится капли. Рекомендуется оставить этот параметр включенным.
- Wipe before retract - Перемещает сопло во время ретракта, что уменьшает шансы появления капель.
- Only retract when crossing perimeters (Infill) - Говорит Slic3r производить ретракт только когда сопло пересекает только что экструдированный участок. Незначительное просачивание внутри стенок детали не видны и обычно могут быть допустимы.
- Avoid crossing perimeters (Layer and perimeters - Advanced) - Заставляет сопло двигаться вдоль периметра как только возможно чтобы минимизировать число необходимых пересечений при движении вокруг и между областями. Это негативно влияет на генерацию G-code и время печати.
- Randomize starting points (Layer and perimeters - Vertical shells) - Так как экструдер движется до начала следующего слоя, любые просачивания могут создавать капли. Если используется та же самая точка для начала каждого слоя, то может образовываться шов вдоль объекта. Этот параметр перемещает начальную точку в разные положения каждого слоя.
Смотрите также: Последовательность печати для других методик которые позволяют минимизировать формирование нитей между объектами.
Юбка (Skirt)
Настройка Skirt добавляет дополнительную экструзию вокруг детали на небольшом расстояние от периметра. Это дает уверенность что материал вытекает гладко из экструдера до того как начнется собственно печать модели.

Настройки юбки
- Loops - Количество кругов которые должны быть завершены до начала печати модели. Одной петли обычно достаточно.
- Distance from object - Расстояние в миллиметрах между объектом и юбкой. По умолчанию 6мм достаточно.
- Skirt height - Число слоев укладываемых в юбку. Для уверенности что материал вытекает гладко, одного слоя достаточно, однако функция юбки может быть использована для построения стенки вокруг объекта в случае если он должен быть защищен от сквозняков.
- Minimum extrusion lenght - Задает минимальное число миллиметров которым юбка должна быть, если контура вокруг объекта будет не достаточно.
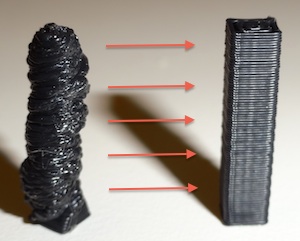
Обдув
Температура играет ключевую роль в качестве печати. Слишком горячо и материал деформируется, слишком холодно и слипание слоев может быть проблемным. Применение охлаждения позволяет свежеуложенному материалу достаточно затвердеть, чтобы обеспечить хорошую базу для следующего слоя, помогая при нависающих объектах, мелких деталях и мостах.
Существует две основные техники для обдува: добавление вентилятора и снижение скорости печати. Slic3r может выбрать обе техники, сначала использовать вентилятор, и потом замедлить 3D печать если время печати слоя слишком быстрое.
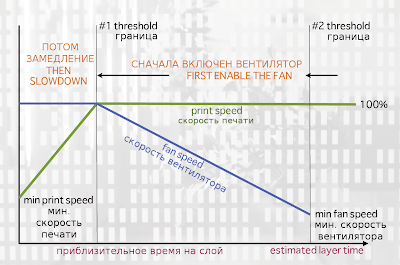
Методика обдува
Рисунок показывает методику адаптированную от Slic3r. Читать справа налево, когда граница минимальной скорости вентилятора (#2) достигнута, вентилятор включается. Увеличение интенсивности по мере уменьшения времени на слой. Скорость 3D печати остается постоянной пока приблизительное время печати упадет ниже определенного порога (#1), это когда скорость печати уменьшается пока не достигнет минимального значения.
Вентиляторы
Большинство плат электроники и прошивок позволяют использовать дополнительный вентилятор через отдельный коннектор. Из Slic3r это может быть встроено в G-code, включить или выключить в зависимости от модели, и вращать с разной скоростью.
Нужно позаботиться о расположении вентилятора так чтобы он не охлаждал нагреваемый стол больше чем нужно. Он также не должен охлаждать нагревательный блок хот-энда, так чтобы не заставлять его делать лишнюю работу и растрачивать в пустую энергию. Движение воздуха должно быть направлено на сопло, обтекая только что выдавленный материал. Воздуховод должен помочь направлять поток правильно, и существует несколько дизайнов доступных онлайн, для широкого числа принтеров.
Замедление
Slic3r может указать принтеру замедлиться если приблизительное время на слой превышает определенный порог.
Необходимо соблюдать осторожность поскольку ожидаемый эффект может быть снижен, если сопло не достаточно далеко перемещается от только что выдавленного пластика, проблемой могут стать мелкие детализированные слои. По этим причинам рекомендуется использовать вентилятор где возможно.
Настройки
Упрощенный режим позволяет выбрать оптимальные настройки и для вентилятора и для скорости. Режим эксперта дает более детальные настройки.

Расширенные настройки обдува.
- Fan speed - Определяет минимальную и максимальную скорости - полезно для вентиляторов которые дуют слишком сильно по умолчанию.
- Bridges fan speed - Когда материал протягивается над широкими пробелами, имеет смысл обдувать как можно сильнее, здесь рекомендуется максимальная скорость вентилятора.
- Disable fan for first n layers - Ранее подробно рассказано почему так важен первый слой, и также имеет смысл не включать вентилятор пока нет уверенности что печатаемая деталь безопасно прикреплена к столу. Держать вентилятор выключенным первые два или три слоя это хорошая идея.
- Keep fan always on - Перекрывает любые другие варианты и вентилятор всегда включен, по крайней мере на минимальной скорости. Это может быть полезно когда печать идет PLA, но не рекомендуется для ABS.
- Enable fan if print time is below t seconds - Включается вентилятор если слой будет закончен в пределах заданного числа секунд.
- Min print speed - Нижний предел как медленно слой может быть напечатан.
Поддержки
В основном, большинство 3D моделей будут печататься без нависающих частей до определенного угла. Угол определяется несколькими факторами, в первую очередь высотой слоя и шириной экструзии, и приблизительно равен 45°. Для моделей с большим нависанием под ними должна быть напечатана поддерживающая структура. Это влечет за собой использование большего количества материала, увеличение времени 3D печати, и послепечатную очистку.

Настройки поддерживающих структур
Самое первое что нужно сделать, это активировать функцию поддерживающих структур выбрав флажок Generate support material. Задав нулевое значение в параметре Overhang threshold вы говорите Slic3r чтобы он определил места для поддержек автоматически, в противном случае будет использован заданный угол. Генерирование поддержек представляет собой сложную тему, и есть несколько аспектов которые определяют оптимальную поддержку, настоятельно рекомендуется задать порог в нулевое значение и позволить Slic3r определить необходимые поддержки.
Для демонстрации шаблонов заполнения модель minimug была повернута на 45° вдоль оси X, как показано на рисунке.

Модель minimug, повернутая на 45°.
Как и в случае заполнения, существует несколько шаблонов для поддерживающих структур.

Шаблон заполнения поддержки: Rectilinear

Шаблон заполнения поддержки: Rectilinear Grid

Шаблона заполнения поддержки: Honeycomb
Patern Spacing определяет расстояние между линиями поддержки, сродни плотности заполнения и может быть заданно только в миллиметрах. При изменении этого параметра следует принимать во внимание ширину экструзии поддержек и количество материала которое прилипнет к объекту.
Следует внимательно отнестись к выбору шаблона поддержки который подходит модели, чтобы поддерживающий материал примыкал перпендикулярно к стенке объекта, а не параллельно, чтобы было легко ее удалять. Если поддерживающая структура располагается вдоль стенки, то параметр Pattern angle позволит повернуть линии поддержки.

Пример шаблона повернутого на 45°.
Несколько Экструдеров
3D принтер более чем с одним экструдером может быть использован несколькими способами: Дополнительный экструдер может печатать другим цветом или материалом; или он может быть назначен для 3D печати отдельных элементов, таких как заливка, поддержки или периметры. Печать несколькими материалами требует подходяще спроектированную 3D модель, обычно сохраненную в AMF формате, так как этот формат позволяет использовать несколько материалов (см. Форматы Моделей). Подробности как создать такой файл даны ниже.
Настройка Экструдеров
Во вкладке Printer Settings есть параметр Extruders, под Capabilities, который позволяет задать число экструдеров. При увеличении этого значения автоматически добавляются объявления других экструдеров на левой панели.


Параметры экструдеров - Вкладка Printer Settings (Extruder).
Потому что второй экструдер будет в состоянии покоя, пока первый работает, и наоборот, очень важно чтоб материал был достаточно втянут (ретракт) для остановки просачивания. Как обычно с настройками ретракта (смотреть выше) параметр Length вычисляется в зависимости от нити входящей в экструдер.
Когда выбран профиль 3D принтера с несколькими экструдерами на вкладке Plater появляется возможность выбора разного материала для каждого экструдера.

Plater с возможностью выбора разного материала
Выбор экструдеров для объектов из одного материала
Для печати из одного материала, когда второму экструдеру задается конкретная часть экструзии, раздел Multiple Extruders вкладки Print Settings дает возможность назначить экструдер для каждого типа экструзии.

Настройка нескольких экструдеров - Вкладка Print Settings.
Настройка Смены Инструмента
Раздел Custom G-code на вкладке Printer Settings имеет опцию для вставки G-кода между сменой инструмента (экструдера). Как и все разделы настойки G-кода, поле для вставки переменных может быть использовано согласно настройкам Slic3r. Включая переменные [previous_extruder] и [next_extruder].

Настройка нескольких экструдеров - Инструмент изменения G-кода
3D печать объектов из разного материала
Если AMF файл для печати разными материалами уже есть, потому что CAD программы могут экспортировать такой формат, тогда он может быть загружен в Slic3r обычным способом. Соответствие между материалами объекта и экструдерами последовательно, то есть первый материал будет назначен первому экструдеру, и так далее.
Генерирование AMF файла с разными материалами
Slic3r имеет возможность комбинировать множество STL файлов в AMF файл.
- Разделите оригинальную модель на отдельные части в CAD программе и экспортируйте каждую часть как STL.
- В Slic3r, выберите Combine multi-material STL files... из меню File.
- Когда появится диалоговое окно выбора файла, выберите первый файл, который будет назначен первому материалу (соответственно первому экструдеру). Кликните Open для выбора следующего STL, и так далее каждому STL назначьте материал. Знаком что больше нет STL файлов, будет выбор Cancel.
- Следующий диалог запросит размещение и имя AMF файла.
Ширина Экструзии

Настройки ширины экструзии.
Единственная причина для изменения ширины экструзии уже обсуждалась: увеличение ширины экструзии первого слоя для улучшения прилипания к столу (смотреть выше). Существует также несколько других случаев когда может быть выгодно изменять ширину экструзии.
- Perimeter - Меньшее значение даст более тонкую экструзию что приведет к более аккуратной поверхности.
- Infill и Solid Infill - Более толстая экструзия даст более быструю печать и более крепкие части.
- Top Infill - Более тонкая экструзия улучшит верхнюю поверхность и обеспечит плотно заполненные углы.
- Support material - Также ка параметр Infill, более толстая экструзия уменьшит время печати.
Переменная Высота Слоя
Slic3r дает возможность настраивать высоту слоя между произвольными точками по оси Z. Так что, часть модели может быть напечатана с грубой высотой слоя, например вертикальная часть, а другая часть может быть напечатана с более тонкой высотой слоя, например наклонные градиенты где визуально слои более выражены.
Модель на рисунке показывает элементарный пример где переменная высота слоя может улучшить качество 3D печати. Стенки структуры не нужно выполнять в высоком разрешении для приличного качества, однако скругленная крышка показывает артефакты так как высота слоя 0.4мм очень грубая, в частности на самом верху, где она сплюснута. Это показано в визуализации G-кода на рисунке.

Slic3r имеет два режима работы, Упрощенный и Эксперта. Это можно выбрать из окна Preferences (можно найти в меню File).

Упрощенный режим предлагает сокращенный набор параметров, достаточный для старта начинающим. Режим эксперта дает больший контроль над тем как генерируется G-код и будет рассмотрен позже.

Layer height это толщина каждого слоя, и это шаг вдоль вертикальной оси делаемый до экструзии нового слоя сверху предыдущего слоя. Существует несколько факторов влияющих на возможную высоту слоя:
Perimeters определяет минимальное число вертикальных оболочек (т.е. стенок) которое будет иметь отпечаток. Если модель требует стенку одиночной ширины, то в основном рекомендуется минимум два периметра, так как это дает уверенность в том, что если часть периметра не напечатается корректно тогда второй периметр поможет скрыть это.
Верхние и самые нижние слои модели заполняются шаблоном Solid layers. Для нижних слоев важным фактором является как поверхность будет выглядеть при укладке первого слоя в котором могут быть ошибки, поэтому рекомендуется как минимум два нижних слоя.

Параметр Diameter уже будет заполнен из значения введенного в мастере настройки (смотреть выше), но может быть изменено здесь.
Параметр Extrusion multiplier дает возможность тонкой настройки расхода экструзии, и задается как фактор, т.е. 1 значит 100%, 1.5 будет значить 150%. Хотя значение в идеале должно быть задано в прошивке, оно может быть полезно для тестирования расхода незначительными изменениями этого параметра. Оно изменяет количество пластика пропорционально и должно изменяться маленькими шажками (например +/- 0.05) так как эффект очень заметен.
Эти значения также заполняются из мастера настройки, но здесь есть возможность задать температуру первого слоя.

Настройки Bed size заполняются из мастера настроек и используются только для просмотра модели на plater.
Print center это точка вокруг которой печать будет отцентрована. Bed size 200х200мм и Print center 100х100мм разместит печать в середине. Иногда желательно напечатать в дали от центра, потому что стекло треснуло например, тогда эта опция должна использоваться.
Z offset может быть использован для компенсации неправильно откалиброванного концевого выключателя по Z. Если сопло останавливается немного дальше от стола, тогда добавление отрицательного значения сместит все слои на это значение. Правильным решением однако будет исправить концевой выключатель самостоятельно.
Оптимальное положение концевого выключателя по Z, это когда сопло едва касается поверхности стола в исходном положении. Лист бумаги дает хорошие показатели при калибровке этого маленького расстояния. Не рекомендуется использовать эту настройку для попыток улучшить адгезию слоев, придавливая нижний слой к столу, вместо этого посмотрите соответствующий раздел этого руководства.
Как выбрано в мастере настройки (смотреть выше), G-code flavour определяет диалект генерации G-кода.
Nozzle diameter был определен в мастере настройки (смотреть выше).
Если экструдируемый материал имеет высокую вязкость он может просачиваться между экструзиями под действием силы тяжести. Установка параметра Lenght в положительное значение вызовет реверс нити на это количество миллиметров до перемещения. Ретракт будет скомпенсирован таким же количеством после перемещения, до начала нового пути экструзии.
Обычно рекомендуется значение между 1 и 2мм. Bowden экструдерам возможно понадобиться до 4 или 5мм, в связи с гистерезисом вводимым трубкой. Установка параметра Lift z в положительное значение поднимет весь экструдер по оси Z на это количество миллиметров во время каждого перемещения. Это может быть полезно для уверенности что сопло не коснется уже уложенного материала, однако обычно в этом нет необходимости и это замедляет печать. Значение 0.1мм обычно достаточно.
Пользовательские команды G-кода могут быть запущены до начала 3D печати и после того как 3D печать закончится.
Поля для подстановки могут быть заполнены командами G-кода. Например [next_extruder] вернет индекс следующего экструдера.
RepRap вики является хорошим ресурсом для изучения разнообразных G-кодов, смотрите http://reprap.org/wiki/G-code.
Примечание: Незабудьте проверить что заданный G-код действителен для вашей прошивки.
Код определенный в Start G-code вставляется в начале выводного файла, непосредственно после команд управления температурой экструдера и стола. Заметьте что если команды управления температурой заданы (М104 и М190), тогда они заменяют температурные G-коды представленные в настройках Filament.
Некоторые общие G-коды используемые до начала 3D печати:
Некоторые общие G-коды для использования после окончания 3D печати:
Модель на рисунке показывает элементарный пример где переменная высота слоя может улучшить качество 3D печати. Стенки структуры не нужно выполнять в высоком разрешении для приличного качества, однако скругленная крышка показывает артефакты так как высота слоя 0.4мм очень грубая, в частности на самом верху, где она сплюснута. Это показано в визуализации G-кода на рисунке.
Пример подели показывающий случай применения
переменной высоты слоя.
Руководство Slic3r - Режим Упрощенный
2013-10-01 00:30:00 (читать в оригинале)Slic3r имеет два режима работы, Упрощенный и Эксперта. Это можно выбрать из окна Preferences (можно найти в меню File).
Slic3r Настройки
Упрощенный режим предлагает сокращенный набор параметров, достаточный для старта начинающим. Режим эксперта дает больший контроль над тем как генерируется G-код и будет рассмотрен позже.
Настройки Печати.
General
Layer height это толщина каждого слоя, и это шаг вдоль вертикальной оси делаемый до экструзии нового слоя сверху предыдущего слоя. Существует несколько факторов влияющих на возможную высоту слоя:
- Желаемое разрешение - Меньшая высота слоя должна дать печать с менее заметными выступами и полосками, так как каждый слой меньше. Эстетика играет здесь роль, так же как и тип модели, например механическая деталь возможно не нуждается в отделке таким высоким разрешением, в тоже время для презентации необходимым.
- Скорость печати - Более короткие слои приводят к гладким отпечаткам, но печать будет дольше, просто потому что экструдер должен пройти шаблон больше раз. Позже целью будет найти баланс между высотой слоя, скорости 3D принтера, и качества результирующего отпечатка.
Верхние и самые нижние слои модели заполняются шаблоном Solid layers. Для нижних слоев важным фактором является как поверхность будет выглядеть при укладке первого слоя в котором могут быть ошибки, поэтому рекомендуется как минимум два нижних слоя.
Аналогичное внимание требуется для верхних слоев. Потому что средние слои вероятнее всего заполняются шаблоном с менее чем 100% заливкой, тогда покрывающие слои должны строить мосты над этим шаблоном и это требует более одного покрывающего слоя.

Еще один совет: Задав верхние сплошные слои равными нолю, и заполнение равным нолю, приведет в результате к полому сосуду, идеально для превращения моделей в вазы например. Управляя этими настройками в Slic3r можно получить разные типы печати, а не только использовать для контроля качества поверхности.

Fill density определяется по шкале от 0 до 1, где 1 это 100% и 0.4 будет 40%. В большинстве случаев нет смысла заполнять модель пластиком на 100%, это будет растрата пластика и занимает большее время. На самом деле, большинство моделей может быть заполнено меньшим количеством материала и потом помещенным между слоями со 100% заполнением (смотрите Solid layers выше).
Значение плотности в 0.4 достаточно чтобы дать моделям хорошую механическую прочность. Значение в 0.2 обычно является требуемым минимумом для поддержки плоских потолков. Slic3r предлагает несколько шаблонов заполнения, которые более глубоко обсуждаются в разделе - Шаблоны Заполнения и Плотность. Выбор Fill pattern будет зависеть от типа модели, желаемой структурной прочности, скорости печати, и личного вкуса. Более экзотические методы заполнения обычно слишком медленные и излишне сложные для большинства случаев, так в большинстве случаев выбирают либо rectlinear, line или honeycomb. Honeycomb дает большую прочность, но медленнее чем rectlinear или line.
Печать модели снизу вверх, как и FDM (метод осаждения расплавленной нити), значить что любая нависающая часть будет напечатана в воздухе, и большинство просто упадет или не будет напечатано правильно. Выбрав поддерживающего материала (Generate support material) добавит дополнительные структуры вокруг модели вокруг модели, которые будут строиться до нависающей части. Параметр Pattern spacing определяет насколько плотно поддерживающий материал будет печататься.

Совет: Иногда стоит рассмотреть изменение ориентации модели чтобы по возможности уменьшить нависающие части.
Raft layers добавляет дополнительные слои под моделью и основу с первых дней 3d печати. Он может помочь при печати без нагревательного стола, или если стол не очень плоский, но обычно не требуется и не рекомендуется. Рафт также требует пост-обработку для его удаления.
В упрощенном режиме есть настройки только трех скоростей, которые и рассмотрим:
Brim width используется для добавления большего числа периметров к первому слою, в качестве базовой каймы, для того чтобы обеспечить большую площадь поверхности прилипающей к столу, для уменьшения деформации. Брим в последствии обрезается когда печать завершена и отделена от стола.

Эта функция позволяет составить печатную форму объектов, которые принтер завершает индивидуально до возвращения в Z = 0 и начинает следующий объект. Смотрите раздел Последовательная Печать.
Пример недостаточного количества верхних слоев.
Еще один совет: Задав верхние сплошные слои равными нолю, и заполнение равным нолю, приведет в результате к полому сосуду, идеально для превращения моделей в вазы например. Управляя этими настройками в Slic3r можно получить разные типы печати, а не только использовать для контроля качества поверхности.
Создание вазы из сплошной модели.
Заполнение
Fill density определяется по шкале от 0 до 1, где 1 это 100% и 0.4 будет 40%. В большинстве случаев нет смысла заполнять модель пластиком на 100%, это будет растрата пластика и занимает большее время. На самом деле, большинство моделей может быть заполнено меньшим количеством материала и потом помещенным между слоями со 100% заполнением (смотрите Solid layers выше).
Значение плотности в 0.4 достаточно чтобы дать моделям хорошую механическую прочность. Значение в 0.2 обычно является требуемым минимумом для поддержки плоских потолков. Slic3r предлагает несколько шаблонов заполнения, которые более глубоко обсуждаются в разделе - Шаблоны Заполнения и Плотность. Выбор Fill pattern будет зависеть от типа модели, желаемой структурной прочности, скорости печати, и личного вкуса. Более экзотические методы заполнения обычно слишком медленные и излишне сложные для большинства случаев, так в большинстве случаев выбирают либо rectlinear, line или honeycomb. Honeycomb дает большую прочность, но медленнее чем rectlinear или line.
Поддерживающий Материал
Печать модели снизу вверх, как и FDM (метод осаждения расплавленной нити), значить что любая нависающая часть будет напечатана в воздухе, и большинство просто упадет или не будет напечатано правильно. Выбрав поддерживающего материала (Generate support material) добавит дополнительные структуры вокруг модели вокруг модели, которые будут строиться до нависающей части. Параметр Pattern spacing определяет насколько плотно поддерживающий материал будет печататься.
Пример объекта напечатанного с поддерживающим материалом.
Совет: Иногда стоит рассмотреть изменение ориентации модели чтобы по возможности уменьшить нависающие части.
Raft layers добавляет дополнительные слои под моделью и основу с первых дней 3d печати. Он может помочь при печати без нагревательного стола, или если стол не очень плоский, но обычно не требуется и не рекомендуется. Рафт также требует пост-обработку для его удаления.
Скорость
В упрощенном режиме есть настройки только трех скоростей, которые и рассмотрим:
- Perimeters - Контур модели может только выиграть если будет напечатан немного медленнее, так что внешняя поверхность будет иметь меньше дефектов.
- Infill - Так как заполнение спрятано, то оно может быть напечатано немного быстрее. Будьте осторожны и не печатайте слишком быстро, большие скорости в результате дают тоньшую экструзию, и это может повлиять на связь между экструзиями.
- Travel - Скачки между концом одной экструзии и началом следующей должны быть быстрыми как только позволяет 3D принтер, для того чтобы свести к минимуму загрязнения просачиванием материала из сопла.
Brim width используется для добавления большего числа периметров к первому слою, в качестве базовой каймы, для того чтобы обеспечить большую площадь поверхности прилипающей к столу, для уменьшения деформации. Брим в последствии обрезается когда печать завершена и отделена от стола.
Пример брима.
Последовательная Печать
Эта функция позволяет составить печатную форму объектов, которые принтер завершает индивидуально до возвращения в Z = 0 и начинает следующий объект. Смотрите раздел Последовательная Печать.
Настройки Пластиковой Нити
Filament Settings обычно используется редко, например при настройке нового мотка нити.
Упрощенный режим: Настройки нити.
Нить
Параметр Diameter уже будет заполнен из значения введенного в мастере настройки (смотреть выше), но может быть изменено здесь.
Параметр Extrusion multiplier дает возможность тонкой настройки расхода экструзии, и задается как фактор, т.е. 1 значит 100%, 1.5 будет значить 150%. Хотя значение в идеале должно быть задано в прошивке, оно может быть полезно для тестирования расхода незначительными изменениями этого параметра. Оно изменяет количество пластика пропорционально и должно изменяться маленькими шажками (например +/- 0.05) так как эффект очень заметен.
Температура
Эти значения также заполняются из мастера настройки, но здесь есть возможность задать температуру первого слоя.
Настройки Принтера
Printer Settings будет обновляться редко, если Slic3r не будет использоваться для множества 3D принтеров, на ферме 3D принтеров.
Упрощенный режим: Настройки принтера.
Размер и координаты
Настройки Bed size заполняются из мастера настроек и используются только для просмотра модели на plater.
Print center это точка вокруг которой печать будет отцентрована. Bed size 200х200мм и Print center 100х100мм разместит печать в середине. Иногда желательно напечатать в дали от центра, потому что стекло треснуло например, тогда эта опция должна использоваться.
Z offset может быть использован для компенсации неправильно откалиброванного концевого выключателя по Z. Если сопло останавливается немного дальше от стола, тогда добавление отрицательного значения сместит все слои на это значение. Правильным решением однако будет исправить концевой выключатель самостоятельно.
Оптимальное положение концевого выключателя по Z, это когда сопло едва касается поверхности стола в исходном положении. Лист бумаги дает хорошие показатели при калибровке этого маленького расстояния. Не рекомендуется использовать эту настройку для попыток улучшить адгезию слоев, придавливая нижний слой к столу, вместо этого посмотрите соответствующий раздел этого руководства.
Прошивка
Как выбрано в мастере настройки (смотреть выше), G-code flavour определяет диалект генерации G-кода.
Экструдер
Nozzle diameter был определен в мастере настройки (смотреть выше).
Ретракт
Если экструдируемый материал имеет высокую вязкость он может просачиваться между экструзиями под действием силы тяжести. Установка параметра Lenght в положительное значение вызовет реверс нити на это количество миллиметров до перемещения. Ретракт будет скомпенсирован таким же количеством после перемещения, до начала нового пути экструзии.
Обычно рекомендуется значение между 1 и 2мм. Bowden экструдерам возможно понадобиться до 4 или 5мм, в связи с гистерезисом вводимым трубкой. Установка параметра Lift z в положительное значение поднимет весь экструдер по оси Z на это количество миллиметров во время каждого перемещения. Это может быть полезно для уверенности что сопло не коснется уже уложенного материала, однако обычно в этом нет необходимости и это замедляет печать. Значение 0.1мм обычно достаточно.
G-коды Начала, Конца и Смены Слоя
Пользовательские команды G-кода могут быть запущены до начала 3D печати и после того как 3D печать закончится.
Поля для подстановки могут быть заполнены командами G-кода. Например [next_extruder] вернет индекс следующего экструдера.
RepRap вики является хорошим ресурсом для изучения разнообразных G-кодов, смотрите http://reprap.org/wiki/G-code.
Примечание: Незабудьте проверить что заданный G-код действителен для вашей прошивки.
Код определенный в Start G-code вставляется в начале выводного файла, непосредственно после команд управления температурой экструдера и стола. Заметьте что если команды управления температурой заданы (М104 и М190), тогда они заменяют температурные G-коды представленные в настройках Filament.
Некоторые общие G-коды используемые до начала 3D печати:
- Общая G-код команда G28 - В начальное положение по всем осям.
Некоторые общие G-коды для использования после окончания 3D печати:
- M104 S0 - Устанавливает температуру экструдеро в ноль.
- M140 S0 - Устанавливает температуру нагревательного стола в ноль.
- G28 X0 - В начальное положение оси X.
- M84 - Отключить двигатели.
Руководство Slic3r - Начало
Руководство Slic3r - Режим Эксперта
Руководство Slic3r - Режим Эксперта
Перевел Виталий Петербок.
При копировании ссылка на источник обязательна.
При копировании ссылка на источник обязательна.
Руководство Slic3r - Начало
2013-09-30 13:00:00 (читать в оригинале)(перевод оригинального руководства) ВведениеОбзорSlic3r - это инструмент который преобразует цифровую модель в инструкции понимаемые 3D принтером. Он разрезает модель на горизонтальные слои и генерирует подходящую траекторию для заполнения слоев. Slic3r уже идет в комплекте с многими хорошо известными программами управления 3D принтером: Pronterface, Repetier-Host, ReplicatorG и может быть использован ка отдельная программа. Это руководство даст указания как установить, настроить и использовать Slic3r для того чтобы получить превосходные результаты печати. http://slic3r.org/donations. Получение Slic3rЗагрузкаSlic3r может быть заргужен отсюда: http://slic3r.org/download. Уже собранные пакеты доступны для Windows, Mac OS X и Linux. Windows и Linux пользователи могут выбрать между 32 и 64 битными версиями, подходящими для их систем.http://manual.slic3r.org РуководствоПоследнюю версию этого руководства в оригинале, в исходном коде LaTeX, можно скачать отсюда: https://github.com/alexrj/Slic3r-Manual Исходные кодыИсходные коды доступны на GitHub: https://github.com/alexrj/Slic3r. Более подробную информация о сборке из исходных кодов смотрите ниже. УстановкаWindowsРаспакуйте загруженный zip файл в папку по вашему выбору, там нет установочного скрипта. В выбранной папке находятся два исполнительных файла:
Zip файл может быть удален. Mac OS XДвойной щелчек на загруженом dmg файле, экземпляр Finder должен открыться с иконкой Slic3r. Проведите по Установленные программы и перетяните иконку Slic3r туда. dmg файл может быть удален. LinuxРаспакуйте архив в папку на ваш выбор. Также:
Сборка из исходных кодовДля тех кто желает быть впереди планеты всей, Slic3r может быть скомпилирован из исходных кодов, которые можно найти на GitHub: https://github.com/alexrj/Slic3r. Самые последние инструкции по компилированию и запуску из исходных кодом могут быть найдены в Slic3r wiki.
Первая печатьКалибровкаПеред тем как вы впервые что-то напечатаете очень важно, чтобы 3D принтер был правильно откалиброван. Пропустив этот шаг или поторопившись вы можете прийти в отчаяние и испортить последующие печати, так что очень важно выделить время на это, чтобы быть уверенным что 3D принтер правильно настроен. Каждая модель 3D принтера может иметь свою собственную методику калибровки и это руководство не пытается охватить все варианты. Вместо этого приводится список основных ключевых моментов которые должны быть решены.
Пожалуйста обратитесь к документации на 3D принтер и/или к ресурсам сообщества по 3D печати, чтобы узнать как наилучшим образом откалибровать конкретную модель принтера. Мастер НастройкиSlic3r имеет две особенности чтобы помочь новичкам: мастер настройки и упрощенный режим. Иногда приятно получить помощь когда начинаешь работать с новой программой. Мастер настройки задает серию вопросов и создает настройки Slic3r для начала работы.  Мастер Настройки: Окно Приветствия 1. Тип ПрошивкиGcode генерируемый Slic3r зависит от конкретного типа прошивки. Первый шаг запрашивает тип прошивки которую использует 3D принтер. Это должно быть указано при сборке или настройке 3D принтера. Если не уверены то обратитесь к поставщику. 3D печати  Мастер Настройки: Тип Прошивки 2. Размер СтолаЭта настройка определяет максимальное расстояние, которое экструдер проходит по оси X и Y. Если вы не знаете это расстояние для вашего 3D принтера, то вы с легкостью можете его измерить. Удостоверьтесь что вы поводите измерение из точки когда экструдер находится в начальном положении, т.е. он упирается в концевые выключатели (положение "home"), до крайней точки которую может пройти сопло во всех направлениях. Примите во внимание, что X-каретка может упереться в корпус до того как сопло достигнет крайнего положения, это будет зависеть от конструкции и модели 3D принтера. Также обязательно проверьте настройки концевых выключателей в прошивке, которые могут ограничивать движение по X/Y.  Мастер Настройки: Размер Стола 3. Диаметр СоплаДиаметр сопла хот-энда обычно указан в описании хот-энда или в сопутствующей документации при покупке хот-энда. Стандартные значения 0.5м и 0.35мм. Если сопло было сделано самостоятельно или пришло без указания диаметра, осторожно измерьте его с точностью какой только возможно. Единственный способ определить размер сопла, это очень медленно (1мм/с) выдавить немного пластика в воздух и измерить толщину получившейся нити. Этот способ имеет свои преимущества, когда указывается размер расширенного экструдированного потока, и следовательно может быть полезен даже когда диаметр известен.  Мастер Настройки: Диаметр Сопла 4. Диаметр Пластиковой НитиЧтобы Slic3r выдал точные результаты он должен знать, точно как только возможно, сколько материала он протолкнул через экструдер. Очень важно задать как можно точный диаметр используемой пластиковой нити. Хотя пластиковая нить используемая в FDM принтерах и продаваемая на рынке 3мм и 1.75мм, это лишь общее руководство. Диаметр может меняться в зависимости от производителя и даже партий. Поэтому настоятельно рекомендуется провести несколько измерений по длине нити и использовать среднее значение. Например, измерения 2.89, 2.88, 2.90 и 2.91 дают средний результат 2.895, который и следует использовать.  Мастер Настройки: Диаметр Нити 5. Температура ЭкструзииТемпература экструзии зависит от материала, и большинство из них может работать в широком диапазоне температур. Поставщик обязан сообщить какая температура подходящая. Очень общее правило, что температура PLA в пределах 160°C и 230°C, и ABS в пределах 215°C и 250°C. Более экзотические материалы могут иметь другие пределы. Это единственный параметр который вы хотели бы правильно настроить когда начинаете печатать. Оптимальная температура может меняться в зависимости от цвета одного и того же материала. Еще один фактор который может влиять на выбор температуры, это как правило экструзия идет быстрее при более высокой температуре. Примечание: Некоторые могут выбрать управление температурой экструдера вручную посредством контроллера. В этом случае температура может быть задана нулём.  Мастер Настройки: Температура Экструзии 6. Температура СтолаЕсли 3D принтер имеет нагревательный стол, то этот параметр может быть задан. Так же как и у температуры экструзии, значение может зависеть от используемого материала. Правило гласит что PLA требует 60°C и ABS требует 110°C. Примечание: Некоторые могут выбрать управление температурой стола вручную посредством контроллера. В этом случае температура может быть задана нулём.  Мастер Настройки: Температура Стола На этом шаге мастер завершается и основные настройки заданы.  Мастер Настройки: Конец Очень Важный Первый СлойПрежде чем углубиться в выполнение первой 3D печати стоит отвлечься и поговорить немного о важности правильного получения первого слоя. Так как многие шли методом проб и ошибок, если первый слой не самый лучший какой только может быть, тогда это может привести к конкретному браку, модели отклеиваются и искривляются. Существует несколько техник и рекомендаций, к которым можно прислушаться чтобы минимизировать вероятность таких случаев. Уровень столаВыставить стол очень и очень важно. Если расстояние между соплом и столом отклоняется даже на небольшое значение это может привести к тому что слой либо не ляжет на стол (потому что сопло слишком близко и царапает стекло), либо материал ляжет слишком высоко над столом и не прилипнет правильно. Более высокая температураХот-энд экструдера и стол, если он нагревается, могут быть сделаны горячее для первого слоя, таким образом уменьшается вязкость печатаемого материала. Как правило рекомендуются дополнительные 5°. Меньшая скоростьЗамедление экструдера при первом слое уменьшает силы действующие на расплавленный материал когда он выходит, уменьшает вероятность того что слишком растянется и не прилипнет хорошо. Рекомендуется 30% или 50% от нормальной скорости. Правильно откалиброванная величина экструзииЕсли слишком много материала ложится, тогда сопло может зацепить материал проходя рядом, заставляя его подниматься со стола (в частности если материал охлаждается). Слишком мало материала может привести к тому что первый слой позже отклеится, что приведет к отклеиванию всей детали или искривлению. По этим причинам очень важно правильно откалибровать величину экструзии как рекомендовано выше в разделе Калибровка. Высота первого слояБолее толстый слой обеспечит больший поток, и следовательно больше тепла, делая более лучшим прилипание к столу. Это также сглаживает неровности стола. Рекомендуется увеличивать высоту первого слоя чтоб значение соответствовало диаметру сопла, например высота первого слоя 0.35мм для сопла 0.35мм. Примечание: Высота первого слоя автоматически задается таком образом в упрощенном режиме. Более толстая ширина экструзииЧем больше материала ляжет на стол, тем лучше модель прилипнет к нему, и это может быть достигнуто увеличением ширины экструзии первого слоя, как в процентном отношении так и в фиксированном значении. Пробелы между экструзиями соответствующим образом скорректированы. Обычно рекомендуется значение примерно 200%, но учтите что значение считается от высоты слоя, так что значение может быть установлено только если высота слоя большая как только возможно. Например, если слой 0.1мм, и ширина экструзии задана 200%, тогда реальная ширина экструзии может быть только 0.2мм, которая меньше чем сопло. Это приведет к недостаточному потоку и соответственно к браку. Поэтому настоятельно рекомендуется сочетать высокую толщину первого слоя и широкую экструзию. Настройки высоты первого слоя 0.35мм и ширина экструзии первого слоя 200% дадут хорошую толстую экструзию шириной 0.65мм. Материал столаСуществует много вариантов материала для стола, и правильно приготовленная поверхность может значительно улучшить прилипание первого слоя. PLA наименее привередлив и замечательно прилипает к ПЭТ(PET), каптону(kapton) или малярной ленте. ABS обычно более привередлив, он может печататься хорошо на ПЭТ и каптоне, некоторые люди говорят что удачно печатают обработав стол лаком для волос перед печатью. Другие смазывают стол растворенным в ацетоне пластиком ABS. Также очень часто в русскоязычном сообществе смазывают стол пивом, некоторые удачно печатают при помощи клея-карандаша. Без охлажденияВ связи с выше сказанным, не имеет смысла увеличивать температуру первого слоя одновременно с включенным вентилятором или другими работающими охлаждающими механизмам. Обычно рекомендуется печатать первые несколько слоев при выключенном вентиляторе. Работа с МоделямиЕще один шаг предстоит нам перед первой печатью - нужно найти модель и потом нарезать на слои. Форматы МоделиSlic3r понимает следующие типы файлов:
Поиск МоделейФайлы 3D моделей можно получить из онлайн репозирориев, таких как Thingiverse или GrabCAD, или создать с помощью CAD программ, таких как FreeCAD, Sketchup, или OpenSCAD, или онлайн CAD редакторе, таком как Shapesmith. Вы можете захотеть посмотреть файл перед нарезкой, для этого доступно много бесплатных приложений, одно из них Meshlab - комплексная утилита для просмотра и редактирования 3D файлов.  Shapesmith онлайн CAD программа Работа с PlaterSlic3r имеет инструмент, называемый Plater, который позволяет загрузить одну или несколько моделей и разместить их до нарезки на слои.  Plater После того как вы добыли модель, перетяните ее в окно Plater (или используйте кнопку добавить) чтобы загрузить в Slic3r. На рисунке ниже загружена обычная RepRap тестовая модель Minimug, вид сверху. Кольцо вокруг модели это юбка - внешний периметр шириной в несколько миллиметров от модели, который печатается первым. Это полезно для уверенности что пластик вытекает гладко из сопла, когда модель начинает печататься.  Модель Minimug  Загружен STL файл Модель можно передвинуть по столу, перетянув ее образ на левой части экрана. Заметьте что размеры стола должны соответствовать вашему принтеру, как предполагалось во время первичной настройки выше. С правой стороны список загруженных файлов. Кнопки сверху списка файлов позволяют управлять моделями.
Очистка STL файловЕсли 3D сетка описывает модель содержащую отверстия, или не выровненные грани (нарушенная топология полигональной геометрии), тогда Slic3r может иметь проблемы с работой над этой моделью. Slic3r попытается исправить эти проблемы, но с некоторыми он не способен справиться. Если приложение жалуется что модель не может быть нарезана корректно, то есть несколько вариантов решения: смотрите главу о Исправлении Моделей. ПечатьНа этом этапе Slic3r уже настроен и модель была найдена, нарезана и готова к 3D печати. Теперь пришло время запустить 3D принтер и попытаться напечатать. Доступны разнообразные программы управления для отправки G-code в принтер. Среди открытого ПО есть следующие решения: Printrun, Repetier и Repsnapper. Следующая часть описывает настройки Slic3r доступные в режиме эксперта, и ориентируется на продвинутые техники печати, в том числе особые случаи и устранение неисправностей. Руководство Slic3r - Режим Упрощенный Руководство Slic3r - Режим Эксперта Перевел Виталий Петербок. При копировании ссылка на источник обязательна. |

Категория «Журналисты»
Взлеты Топ 5
|
| ||
|
+406 |
407 |
DDB's LiveJournal |
|
+350 |
441 |
Жизнь в сети |
|
+345 |
429 |
Сергей Новиков |
|
+310 |
443 |
Рояль в кустах |
|
+54 |
409 |
Сибдепо / Блоги |
Популярные за сутки
Загрузка...
BlogRider.ru не имеет отношения к публикуемым в записях блогов материалам. Все записи
взяты из открытых общедоступных источников и являются собственностью их авторов.
взяты из открытых общедоступных источников и являются собственностью их авторов.