| Сегодня 6 апреля, понедельник |
|
|
|
Каталоги Сервисы Блограйдеры Обратная связь Блогосфера
Какой рейтинг вас больше интересует?
|
Руководство Slic3r - Режим Эксперта2013-10-01 18:00:00+ развернуть текст сохранённая копия
СкоростьПосле того как 3D принтер начал печатать с хорошим качеством хочется увеличить скорость. Делая это мы получаем несколько преимуществ, наиболее очевидным из которых, является то что результат мы получаем быстрее, но также быструю печать можно использовать при меньшей толщине слоя, что улучшает восприятие качества 3D печати. Дополнительным преимуществом является быстрое перемещение когда нет печати, т.е. между объектами, что может уменьшить эффект просачивания (oozing).  Настройки скорости в режиме эксперта Там где указано можно задавать значения в процентах. Это зависит от предыдущего значения, например 50% сплошной заливки (solid infill) будет половина значения определенного в заполнении (infill). Несколько общих рекомендаций для каждого значения:
Acceleration controll это расширенная настройка которая позволяет настраивать ускорения для периметров, заливки, мостов, а также настройки по умолчанию. Решение какие значения задавать зависит от возможностей 3D принтера. Любые значения заданные в прошивке, будут хорошим началом. Примите во внимание любые ограничения накладываемые прошивкой, где многие значения скоростей максимально безопасны для каждой оси. Шаблоны Заполнения и ПлотностьПри выборе шаблона заполнения нужно принимать во внимание: жесткость объекта, время и материал, личные предпочтения. Логично предположить что более сложный шаблон будет требовать больше движений, и соответственно займет больше времени и материала.  Настройки шаблона заполнения Slic3r предлагает несколько шаблонов заполнения, четыре обычных, и три более экзотических. Цифры в скобках под каждым рисунком являются грубой оценкой используемого материала и затраченного времени для кубика со сторонами 20мм, взятые с http://gcode.ws. Примите во внимание что это лишь ориентировочные значения, и что на время и количество материала может повлиять сложность модели и другие факторы.  Шаблон заполнения: : Line (344.51mm / 5m:20s)  Шаблон заполнения: Rectilinear (350.57mm / 5m:23s)  Шаблон заполнения: Concentric (351.80mm / 5m:30s)  Шаблон заполнения: Honeycomb (362.73mm / 5m:39s)  Шаблон заполнения: Hilbert Curve (332.82mm / 5m:28s)  Шаблон заполнения: Archimedean Chords (333.66mm / 5m:27s)  Шаблон заполнения: Octagram Spiral (318.63mm / 5m:15s) Некоторые типы моделей более подходят для определенного шаблона, например органические механические типы. Рисунок показывает как заполнение сотами более подходит этой механической детали, потому что каждая сота связана с такой же ниже лежащей сотой в каждом слое, формируя жесткую вертикальную структуру.  Сравнение шаблона заполнения сложной детали. Слева направо: honeycomb, line Большинство моделей требуют низкую плотность заполнения, использование более чем скажем, 50% произведет более плотную модель в которой используется больше материала чем требуется. По этим причинам общий диапазон плотности для шаблонов между 10% и 30%, однако требования к модели будут определять какая плотность лучше. Рисунок показывает как меняются шаблоны с увеличением плотности.  Шаблоны заполнения с разной плотностью. Слева на право: 20%,40%,60%,80%. Сверху вниз: Honeycomb, Concentric, Line, Rectilinear, Hilbert Curve, Archimedean Chords, Octagram Spiral Оптимизация ЗаполненияSlic3r содержит несколько расширенных настроек заполнения, которые могут помочь получить лучший результат.  Расширенные настройки заполнения
Борьба с Просачиванием (ooze)К сожалению выдавливаемый материал имеет очень высокую растекаемость, он будет просачиваться из сопла между экструзиями. В Slic3r есть несколько параметров которые могут помочь исправить это. Настройки ретракта, находящиеся на вкладке Printer, говорят 3D принтеру втянуть нить обратно между движениями экструзии. Это снижает давление в сопле, что уменьшает сочение. После перемещения реткракт реверсируется для приготовления экструдера к следующей экструзии.  Настройки ретракта
Смотрите также: Последовательность печати для других методик которые позволяют минимизировать формирование нитей между объектами. Юбка (Skirt)Настройка Skirt добавляет дополнительную экструзию вокруг детали на небольшом расстояние от периметра. Это дает уверенность что материал вытекает гладко из экструдера до того как начнется собственно печать модели.  Настройки юбки
ОбдувТемпература играет ключевую роль в качестве печати. Слишком горячо и материал деформируется, слишком холодно и слипание слоев может быть проблемным. Применение охлаждения позволяет свежеуложенному материалу достаточно затвердеть, чтобы обеспечить хорошую базу для следующего слоя, помогая при нависающих объектах, мелких деталях и мостах. Существует две основные техники для обдува: добавление вентилятора и снижение скорости печати. Slic3r может выбрать обе техники, сначала использовать вентилятор, и потом замедлить 3D печать если время печати слоя слишком быстрое. 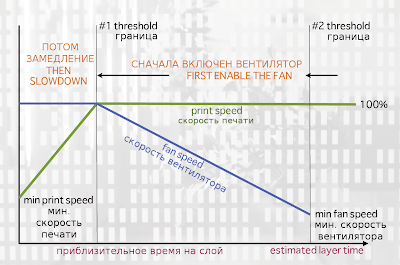 Методика обдува Рисунок показывает методику адаптированную от Slic3r. Читать справа налево, когда граница минимальной скорости вентилятора (#2) достигнута, вентилятор включается. Увеличение интенсивности по мере уменьшения времени на слой. Скорость 3D печати остается постоянной пока приблизительное время печати упадет ниже определенного порога (#1), это когда скорость печати уменьшается пока не достигнет минимального значения. Вентиляторы Большинство плат электроники и прошивок позволяют использовать дополнительный вентилятор через отдельный коннектор. Из Slic3r это может быть встроено в G-code, включить или выключить в зависимости от модели, и вращать с разной скоростью. Нужно позаботиться о расположении вентилятора так чтобы он не охлаждал нагреваемый стол больше чем нужно. Он также не должен охлаждать нагревательный блок хот-энда, так чтобы не заставлять его делать лишнюю работу и растрачивать в пустую энергию. Движение воздуха должно быть направлено на сопло, обтекая только что выдавленный материал. Воздуховод должен помочь направлять поток правильно, и существует несколько дизайнов доступных онлайн, для широкого числа принтеров. Замедление Slic3r может указать принтеру замедлиться если приблизительное время на слой превышает определенный порог. Необходимо соблюдать осторожность поскольку ожидаемый эффект может быть снижен, если сопло не достаточно далеко перемещается от только что выдавленного пластика, проблемой могут стать мелкие детализированные слои. По этим причинам рекомендуется использовать вентилятор где возможно. Настройки Упрощенный режим позволяет выбрать оптимальные настройки и для вентилятора и для скорости. Режим эксперта дает более детальные настройки.  Расширенные настройки обдува.
ПоддержкиВ основном, большинство 3D моделей будут печататься без нависающих частей до определенного угла. Угол определяется несколькими факторами, в первую очередь высотой слоя и шириной экструзии, и приблизительно равен 45°. Для моделей с большим нависанием под ними должна быть напечатана поддерживающая структура. Это влечет за собой использование большего количества материала, увеличение времени 3D печати, и послепечатную очистку.  Настройки поддерживающих структур Самое первое что нужно сделать, это активировать функцию поддерживающих структур выбрав флажок Generate support material. Задав нулевое значение в параметре Overhang threshold вы говорите Slic3r чтобы он определил места для поддержек автоматически, в противном случае будет использован заданный угол. Генерирование поддержек представляет собой сложную тему, и есть несколько аспектов которые определяют оптимальную поддержку, настоятельно рекомендуется задать порог в нулевое значение и позволить Slic3r определить необходимые поддержки. Для демонстрации шаблонов заполнения модель minimug была повернута на 45° вдоль оси X, как показано на рисунке.  Модель minimug, повернутая на 45°. Как и в случае заполнения, существует несколько шаблонов для поддерживающих структур.  Шаблон заполнения поддержки: Rectilinear  Шаблон заполнения поддержки: Rectilinear Grid  Шаблона заполнения поддержки: Honeycomb Patern Spacing определяет расстояние между линиями поддержки, сродни плотности заполнения и может быть заданно только в миллиметрах. При изменении этого параметра следует принимать во внимание ширину экструзии поддержек и количество материала которое прилипнет к объекту. Следует внимательно отнестись к выбору шаблона поддержки который подходит модели, чтобы поддерживающий материал примыкал перпендикулярно к стенке объекта, а не параллельно, чтобы было легко ее удалять. Если поддерживающая структура располагается вдоль стенки, то параметр Pattern angle позволит повернуть линии поддержки.  Пример шаблона повернутого на 45°. Несколько Экструдеров3D принтер более чем с одним экструдером может быть использован несколькими способами: Дополнительный экструдер может печатать другим цветом или материалом; или он может быть назначен для 3D печати отдельных элементов, таких как заливка, поддержки или периметры. Печать несколькими материалами требует подходяще спроектированную 3D модель, обычно сохраненную в AMF формате, так как этот формат позволяет использовать несколько материалов (см. Форматы Моделей). Подробности как создать такой файл даны ниже. Настройка ЭкструдеровВо вкладке Printer Settings есть параметр Extruders, под Capabilities, который позволяет задать число экструдеров. При увеличении этого значения автоматически добавляются объявления других экструдеров на левой панели.   Параметры экструдеров - Вкладка Printer Settings (Extruder). Потому что второй экструдер будет в состоянии покоя, пока первый работает, и наоборот, очень важно чтоб материал был достаточно втянут (ретракт) для остановки просачивания. Как обычно с настройками ретракта (смотреть выше) параметр Length вычисляется в зависимости от нити входящей в экструдер.
|













(перевод оригинального руководства) ВведениеОбзорSlic3r - это инструмент который преобразует цифровую модель в инструкции понимаемые 3D принтером. Он разрезает модель на горизонтальные слои и генерирует подходящую траекторию для заполнения слоев. Slic3r уже идет в комплекте с многими хорошо известными программами управления 3D принтером: Pronterface, Repetier-Host, ReplicatorG и может быть использован ка отдельная программа. Это руководство даст указания как установить, настроить и использовать Slic3r для того чтобы получить превосходные результаты печати. http://slic3r.org/donations. Получение Slic3rЗагрузкаSlic3r может быть заргужен отсюда: http://slic3r.org/download. Уже собранные пакеты доступны для Windows, Mac OS X и Linux. Windows и Linux пользователи могут выбрать между 32 и 64 битными версиями, подходящими для их систем.http://manual.slic3r.org РуководствоПоследнюю версию этого руководства в оригинале, в исходном коде LaTeX, можно скачать отсюда: https://github.com/alexrj/Slic3r-Manual Исходные кодыИсходные коды доступны на GitHub: https://github.com/alexrj/Slic3r. Более подробную информация о сборке из исходных кодов смотрите ниже. УстановкаWindowsРаспакуйте загруженный zip файл в папку по вашему выбору, там нет установочного скрипта. В выбранной папке находятся два исполнительных файла:
Zip файл может быть удален. Mac OS XДвойной щелчек на загруженом dmg файле, экземпляр Finder должен открыться с иконкой Slic3r. Проведите по Установленные программы и перетяните иконку Slic3r туда. dmg файл может быть удален. LinuxРаспакуйте архив в папку на ваш выбор. Также:
Сборка из исходных кодовДля тех кто желает быть впереди планеты всей, Slic3r может быть скомпилирован из исходных кодов, которые можно найти на GitHub: https://github.com/alexrj/Slic3r. Самые последние инструкции по компилированию и запуску из исходных кодом могут быть найдены в Slic3r wiki.
Первая печатьКалибровкаПеред тем как вы впервые что-то напечатаете очень важно, чтобы 3D принтер был правильно откалиброван. Пропустив этот шаг или поторопившись вы можете прийти в отчаяние и испортить последующие печати, так что очень важно выделить время на это, чтобы быть уверенным что 3D принтер правильно настроен. Каждая модель 3D принтера может иметь свою собственную методику калибровки и это руководство не пытается охватить все варианты. Вместо этого приводится список основных ключевых моментов которые должны быть решены.
Пожалуйста обратитесь к документации на 3D принтер и/или к ресурсам сообщества по 3D печати, чтобы узнать как наилучшим образом откалибровать конкретную модель принтера. Мастер НастройкиSlic3r имеет две особенности чтобы помочь новичкам: мастер настройки и упрощенный режим. Иногда приятно получить помощь когда начинаешь работать с новой программой. Мастер настройки задает серию вопросов и создает настройки Slic3r для начала работы.  Мастер Настройки: Окно Приветствия 1. Тип ПрошивкиGcode генерируемый Slic3r зависит от конкретного типа прошивки. Первый шаг запрашивает тип прошивки которую использует 3D принтер. Это должно быть указано при сборке или настройке 3D принтера. Если не уверены то обратитесь к поставщику. 3D печати  Мастер Настройки: Тип Прошивки 2. Размер СтолаЭта настройка определяет максимальное расстояние, которое экструдер проходит по оси X и Y. Если вы не знаете это расстояние для вашего 3D принтера, то вы с легкостью можете его измерить. Удостоверьтесь что вы поводите измерение из точки когда экструдер находится в начальном положении, т.е. он упирается в концевые выключатели (положение "home"), до крайней точки которую может пройти сопло во всех направлениях. Примите во внимание, что X-каретка может упереться в корпус до того как сопло достигнет крайнего положения, это будет зависеть от конструкции и модели 3D принтера. Также обязательно проверьте настройки концевых выключателей в прошивке, которые могут ограничивать движение по X/Y.  Мастер Настройки: Размер Стола 3. Диаметр СоплаДиаметр сопла хот-энда обычно указан в описании хот-энда или в сопутствующей документации при покупке хот-энда. Стандартные значения 0.5м и 0.35мм. Если сопло было сделано самостоятельно или пришло без указания диаметра, осторожно измерьте его с точностью какой только возможно. Единственный способ определить размер сопла, это очень медленно (1мм/с) выдавить немного пластика в воздух и измерить толщину получившейся нити. Этот способ имеет свои преимущества, когда указывается размер расширенного экструдированного потока, и следовательно может быть полезен даже когда диаметр известен.  Мастер Настройки: Диаметр Сопла 4. Диаметр Пластиковой НитиЧтобы Slic3r выдал точные результаты он должен знать, точно как только возможно, сколько материала он протолкнул через экструдер. Очень важно задать как можно точный диаметр используемой пластиковой нити. Хотя пластиковая нить используемая в FDM принтерах и продаваемая на рынке 3мм и 1.75мм, это лишь общее руководство. Диаметр может меняться в зависимости от производителя и даже партий. Поэтому настоятельно рекомендуется провести несколько измерений по длине нити и использовать среднее значение. Например, измерения 2.89, 2.88, 2.90 и 2.91 дают средний результат 2.895, который и следует использовать.  Мастер Настройки: Диаметр Нити 5. Температура ЭкструзииТемпература экструзии зависит от материала, и большинство из них может работать в широком диапазоне температур. Поставщик обязан сообщить какая температура подходящая. Очень общее правило, что температура PLA в пределах 160°C и 230°C, и ABS в пределах 215°C и 250°C. Более экзотические материалы могут иметь другие пределы. Это единственный параметр который вы хотели бы правильно настроить когда начинаете печатать. Оптимальная температура может меняться в зависимости от цвета одного и того же материала. Еще один фактор который может влиять на выбор температуры, это как правило экструзия идет быстрее при более высокой температуре. Примечание: Некоторые могут выбрать управление температурой экструдера вручную посредством контроллера. В этом случае температура может быть задана нулём.  Мастер Настройки: Температура Экструзии 6. Температура СтолаЕсли 3D принтер имеет нагревательный стол, то этот параметр может быть задан. Так же как и у температуры экструзии, значение может зависеть от используемого материала. Правило гласит что PLA требует 60°C и ABS требует 110°C. Примечание: Некоторые могут выбрать управление температурой стола вручную посредством контроллера. В этом случае температура может быть задана нулём.  Мастер Настройки: Температура Стола На этом шаге мастер завершается и основные настройки заданы.  Мастер Настройки: Конец Очень Важный Первый СлойПрежде чем углубиться в выполнение первой 3D печати стоит отвлечься и поговорить немного о важности правильного получения первого слоя. Так как многие шли методом проб и ошибок, если первый слой не самый лучший какой только может быть, тогда это может привести к конкретному браку, модели отклеиваются и искривляются. Существует несколько техник и рекомендаций, к которым можно прислушаться чтобы минимизировать вероятность таких случаев. Уровень столаВыставить стол очень и очень важно. Если расстояние между соплом и столом отклоняется даже на небольшое значение это может привести к тому что слой либо не ляжет на стол (потому что сопло слишком близко и царапает стекло), либо материал ляжет слишком высоко над столом и не прилипнет правильно. Более высокая температураХот-энд экструдера и стол, если он нагревается, могут быть сделаны горячее для первого слоя, таким образом уменьшается вязкость печатаемого материала. Как правило рекомендуются дополнительные 5°. Меньшая скоростьЗамедление экструдера при первом слое уменьшает силы действующие на расплавленный материал когда он выходит, уменьшает вероятность того что слишком растянется и не прилипнет хорошо. Рекомендуется 30% или 50% от нормальной скорости. Правильно откалиброванная величина экструзииЕсли слишком много материала ложится, тогда сопло может зацепить материал проходя рядом, заставляя его подниматься со стола (в частности если материал охлаждается). Слишком мало материала может привести к тому что первый слой позже отклеится, что приведет к отклеиванию всей детали или искривлению. По этим причинам очень важно правильно откалибровать величину экструзии как рекомендовано выше в разделе Калибровка. Высота первого слояБолее толстый слой обеспечит больший поток, и следовательно больше тепла, делая более лучшим прилипание к столу. Это также сглаживает неровности стола. Рекомендуется увеличивать высоту первого слоя чтоб значение соответствовало диаметру сопла, например высота первого слоя 0.35мм для сопла 0.35мм. Примечание: Высота первого слоя автоматически задается таком образом в упрощенном режиме. Более толстая ширина экструзииЧем больше материала ляжет на стол, тем лучше модель прилипнет к нему, и это может быть достигнуто увеличением ширины экструзии первого слоя, как в процентном отношении так и в фиксированном значении. Пробелы между экструзиями соответствующим образом скорректированы. Обычно рекомендуется значение примерно 200%, но учтите что значение считается от высоты слоя, так что значение может быть установлено только если высота слоя большая как только возможно. Например, если слой 0.1мм, и ширина экструзии задана 200%, тогда реальная ширина экструзии может быть только 0.2мм, которая меньше чем сопло. Это приведет к недостаточному потоку и соответственно к браку. Поэтому настоятельно рекомендуется сочетать высокую толщину первого слоя и широкую экструзию. Настройки высоты первого слоя 0.35мм и ширина экструзии первого слоя 200% дадут хорошую толстую экструзию шириной 0.65мм. Материал столаСуществует много вариантов материала для стола, и правильно приготовленная поверхность может значительно улучшить прилипание первого слоя. PLA наименее привередлив и замечательно прилипает к ПЭТ(PET), каптону(kapton) или малярной ленте. ABS обычно более привередлив, он может печататься хорошо на ПЭТ и каптоне, некоторые люди говорят что удачно печатают обработав стол лаком для волос перед печатью. Другие смазывают стол растворенным в ацетоне пластиком ABS. Также очень часто в русскоязычном сообществе смазывают стол пивом, некоторые удачно печатают при помощи клея-карандаша. Без охлажденияВ связи с выше сказанным, не имеет смысла увеличивать температуру первого слоя одновременно с включенным вентилятором или другими работающими охлаждающими механизмам. Обычно рекомендуется печатать первые несколько слоев при выключенном вентиляторе. Работа с МоделямиЕще один шаг предстоит нам перед первой печатью - нужно найти модель и потом нарезать на слои. Форматы МоделиSlic3r понимает следующие типы файлов:
Поиск МоделейФайлы 3D моделей можно получить из онлайн репозирориев, таких как Thingiverse или GrabCAD, или создать с помощью CAD программ, таких как FreeCAD, Sketchup, или OpenSCAD, или онлайн CAD редакторе, таком как Shapesmith. Вы можете захотеть посмотреть файл перед нарезкой, для этого доступно много бесплатных приложений, одно из них Meshlab - комплексная утилита для просмотра и редактирования 3D файлов.  Shapesmith онлайн CAD программа Работа с PlaterSlic3r имеет инструмент, называемый Plater, который позволяет загрузить одну или несколько моделей и разместить их до нарезки на слои.  Plater После того как вы добыли модель, перетяните ее в окно Plater (или используйте кнопку добавить) чтобы загрузить в Slic3r. На рисунке ниже загружена обычная RepRap тестовая модель Minimug, вид сверху. Кольцо вокруг модели это юбка - внешний периметр шириной в несколько миллиметров от модели, который печатается первым. Это полезно для уверенности что пластик вытекает гладко из сопла, когда модель начинает печататься.  Модель Minimug  Загружен STL файл Модель можно передвинуть по столу, перетянув ее образ на левой части экрана. Заметьте что размеры стола должны соответствовать вашему принтеру, как предполагалось во время первичной настройки выше. С правой стороны список загруженных файлов. Кнопки сверху списка файлов позволяют управлять моделями.
Очистка STL файловЕсли 3D сетка описывает модель содержащую отверстия, или не выровненные грани (нарушенная топология полигональной геометрии), тогда Slic3r может иметь проблемы с работой над этой моделью. Slic3r попытается исправить эти проблемы, но с некоторыми он не способен справиться. Если приложение жалуется что модель не может быть нарезана корректно, то есть несколько вариантов решения: смотрите главу о Исправлении Моделей. ПечатьНа этом этапе Slic3r уже настроен и модель была найдена, нарезана и готова к 3D печати. Теперь пришло время запустить 3D принтер и попытаться напечатать. Доступны разнообразные программы управления для отправки G-code в принтер. Среди открытого ПО есть следующие решения: Printrun, Repetier и Repsnapper. Следующая часть описывает настройки Slic3r доступные в режиме эксперта, и ориентируется на продвинутые техники печати, в том числе особые случаи и устранение неисправностей. Руководство Slic3r - Режим Упрощенный Руководство Slic3r - Режим Эксперта Перевел Виталий Петербок. При копировании ссылка на источник обязательна. |
Тэги: reprap, slic3r, настройки, печать, принтер, руководство
Alexandra - песни "Ich trinke Tschai", "Moskau, Moskau"
2011-06-16 18:04:51Представляю два произведения певицы Александры, написанные Франком Дювалем в 1968 г., под именем U. ...
+ развернуть текст сохранённая копия
Представляю два произведения певицы Александры, написанные Франком Дювалем в 1968 г., под именем U. F. Duval, из музыкальной радиопостановки "Четыре сестры" ("Die vier Schwestern") по мотивам произведения Антона Чехова "Три сестры". Композиции были изданы в 1999 г. в сборнике "Die Legende einer Sängerin" - http://www.discogs.com/Alexandra-Die-Legende-Einer-S%C3%A4ngerin/release/2478456. Исполняются в дуэте с Эрикой фон Теллхейм, Карин Хюбнер и Иваном Ребровым.
Еще две песни из проекта "Die vier Schwestern" - "O Duscha, Duscha" и "Wenn Die Lila Astern Blühen", представлены здесь - http://f-duval.livejournal.com/9954.html
Alexandra - "Ich trinke Tschai" (Hörspiel "Die vier Schwestern") (mit Erika von Tellheim & Karin Hübner)
(Альтернативная ссылка на Youtube - http://www.youtube.com/watch?v=wq2gojKIHpM)
Alexandra - "Moskau, Moskau" (Hörspiel "Die vier Schwestern") (mit Erika von Tellheim & Iwan Rebroff)
(Альтернативная ссылка на Youtube - http://www.youtube.com/watch?v=Vr_RcJCSqwk)
Внимание! / Attention!
Уважаемые посетители! Все медиаматериалы - видео, аудио и фото, представлены исключительно для ознакомительного просмотра в рамках данного сообщества. Убедительная просьба не распространять их каким либо способом за пределами данного ресурса.
Please do not use media materials of this community (audio, video and photos) to other sites!
Tweet
log in to give LJ Tokens.', event);">Give 10
Тэги: 1968, 1999, alexandra, anton, die, duval, einer, erika, h"orspiel, h"ubner, iwan, karin, legende, moskau, rebroff, s"angerin, schwestern, tellheim, tschechow, vie, von, антон, иван, ребров, сестры, три, чех
Главная / Главные темы / Тэг «reprap»
Популярные за сутки
300ye 500ye all believable blog cake cardboard charm coat cosmetic currency disclaimer energy finance furniture hollywood house imperial important love lucky made money mood myfxbook new poetry potatoes publish rules salad sculpture seo size trance video vumbilding wardrobe weal zulutrade агрегаторы блог блоги богатство браузерные валюта видео вумбилдинг выводом гаджеты главная денег деньги звёзды игр. игры императорский картинка картон картошка клиентские косметика летящий любить любовь магия мебель мир настроение невероятный новость обзор онлайн партнерские партнерских пирожный программ программы публикация размер реальных рубрика рука сайт салат своми стих страница талисман тонкий удача фен феншуй финансы форекс цитата шкаф шуба шуй энергия юмор 2009
300ye 500ye all believable blog cake cardboard charm coat cosmetic currency disclaimer energy finance furniture hollywood house imperial important love lucky made money mood myfxbook new poetry potatoes publish rules salad sculpture seo size trance video vumbilding wardrobe weal zulutrade агрегаторы блог блоги богатство браузерные валюта видео вумбилдинг выводом гаджеты главная денег деньги звёзды игр. игры императорский картинка картон картошка клиентские косметика летящий любить любовь магия мебель мир настроение невероятный новость обзор онлайн партнерские партнерских пирожный программ программы публикация размер реальных рубрика рука сайт салат своми стих страница талисман тонкий удача фен феншуй финансы форекс цитата шкаф шуба шуй энергия юмор 2009
Загрузка...
| Copyright © 2007–2026 BlogRider.Ru | Главная | Новости | О проекте | Личный кабинет | Помощь | Контакты |